Известно устройство для правки лопастей воздушных винтов, содержащее правильный пресс с С-образным корпусом и столом для установки деталей, связанный посредством поворотного крана, и электрической тали с контрольной плитой, на которой укреплена зажимная головка с поворотным зажимным механизмом.
От известного предложенное устройство отличается тем, что стол правильного пресса смонтирован на оси, укрепленной в корпусе, и может поворачиваться в вертикальной плоскости, что повышает производительность и облегчает условия труда.
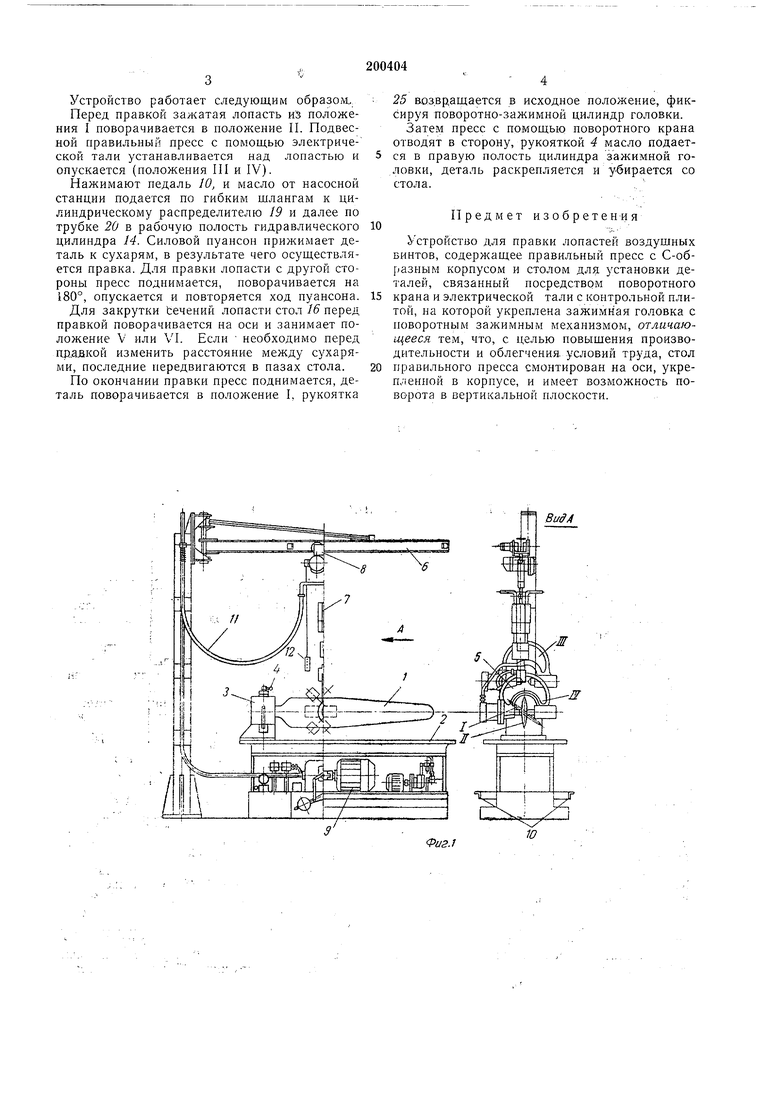
На фиг. 1 схематично показано устройство в общем виде; на фиг. 2 - подвесной правильный пресс; на фиг. 3 - зажимная головка.
Лопасть У закрепляется от осевого смещения на контрольной плите 2 в зажимной головке 3 с помощью рукоятки 4.
Чтобы во время правки не передавались большие усилия со стороны лопасти на зажимную головку, правильный пресс 5 подвешен к поворотному крану 6 на пружинной подвеске 7 малой жесткости через электрическую таль 8. Стрела поворотного крана может свободно поворачиваться в горизонтальной плоскости.
вода пресса помещена под контрольной плитой. По обе стороны станции расположены педали управления JO. Масло от насосной станции к прессу подается по гибким щлангам JL
Управляют перемещениями электрической тали с прессом вдоль стрелы крана и перемещениями пресса по вертикали с помощью подвесной кнопочной станции 12.
Подвесной правильный пресс состоит из силового корпуса /./, гидравлического цилиндра 14, силового пуансона 15, поворотного стола 16 с передвижными сухарями 17, кото-, рый может поворачиваться вокруг оси 18. Сухари имеют сферическую или плоскую прямоугольную поверхность. Для разворота пресса относительно вертикальной оси предусмотрен цилиндрический распределитель 19, через который масло по трубкам 20 подводится к гидравлическому цилиндру пресса.
В корпусе 21 зажимной головки на подшипниках установлен поворотно-зажимной цилиндр 22 с цангой 23. От проворота цилиндр удерживается фиксатором 24. В верхнем положении рукоятки 25 фиксатор прижат через стакан 26 к цилиндру усилием пружины 27. При повороте рукоятки в крайнее нижнее положение рычаг 28 через стакан фиксатора сжимает пружину 27 и цилиндр освобоУстройство работает следующим образом...
Перед правкой зажатая лопасть из положения I поворачивается в положение И. Подвесной правильный пресс с помощью электрической тали устанавливается над лопастью и опускается (положения III и IV).
Нажимают педаль 10, и масло от насосной станции подается по гибким щлангам к цилиндрическому распределителю 19 и далее по трубке 20 в рабочую полость гидравлического цилиндра 14. Силовой пуансон прижимает деталь к сухарям, в результате чего осуществляется правка. Для правки лопасти с другой стороны пресс поднимается, поворачивается на 180°, опускается и повторяется ход пуансона.
Для закрутки сечений лопасти стол 16 перед, правкой поворачивается на оси и занимает положение V или VI. Если необходимо перед ар.алкой изменить расстояние между сухарями, последние передвигаются в пазах стола.
По окончании правки пресс поднимается, деталь поворачивается в положение I, рукоятка
25 в.озвр,а1цается в исходное положение, фиксируя поворотно-зажимной цилиндр головки.
Затем пресс с помощью новоротного крана отводят в сторону, рукояткой 4 масло подается в правую полость цилиндра зажимной головки, деталь раскрепляется и убирается со стола.
Предмет изобретения
Устройство для правки лопастей воздушных БИНТОВ, содержащее правильный пресс с С-образным корпусом и столом для установки деталей, связанный посредством поворотного крана и электрической тали с контрольной плитой, на которой укреплена зажимная головка с поворотным зажимным механизмом, отличающееся тем, что, с целью повышения производительности и облегчения условий труда, стол правильного пресса смонтирован на оси, укрепленной в корпусе, и имеет возможность поворота в вертикальной плоскости.
| название | год | авторы | номер документа |
|---|---|---|---|
| Подвесное устройство для технического обслуживания автомобилей | 1983 |
|
SU1146224A1 |
| Устройство для правки кузова автомобиля | 1988 |
|
SU1782181A3 |
| Стенд для правки лонжеронов рам автомобилей | 1981 |
|
SU1009556A1 |
| Устройство для получения кольцевых деталей | 1976 |
|
SU648303A1 |
| Автоматизированная поточная линия для правки крупногабаритных листовых заготовок | 1990 |
|
SU1808447A1 |
| Полуавтоматический станок для продораживания коллекторов электрических машин | 1977 |
|
SU691969A1 |
| Поточная линия для штамповки крупногабаритных листовых заготовок | 1991 |
|
SU1834813A3 |
| ПРЕСС ДЛЯ ПРАВКИ КРЫШЕК ЛЮКОВ ПОЛУВАГОНОВ | 1973 |
|
SU396145A1 |
| Автоматическая сборочная линия | 1985 |
|
SU1296350A1 |
| Устройство для сборки под сварку дугообразных деталей с цилиндрическим изделием | 1980 |
|
SU935244A1 |

8и
Фаг.
-20
Фиг. 2
