Известна система управления гидравлическим ковочным прессом, снабженная лодвижной траверсой, содержащая рукоятку ручного управления прессом, соединенную с тягой управления прессом, и следящий сервомотор с золотником, связанный с валом главного распределителя.
Предлагаемая система управления гидравлическим ковочным прессом отличается от известной тем, что между тягой управления и золотником следящего сервомотора дополнительно встроен гидравлический сервомотор с подвижной рамкой и золотниками, электрически связанными с автоматическим измерителем высоты и диаметров поковок. Система управления отличается от известной также и тем, что тяга управления соединена с рамкой трехпозиционного сервомотора с помощью муфты.
Такое выполнение системы управления увеличивает производительность пресса и новышает точность размеров поковок.
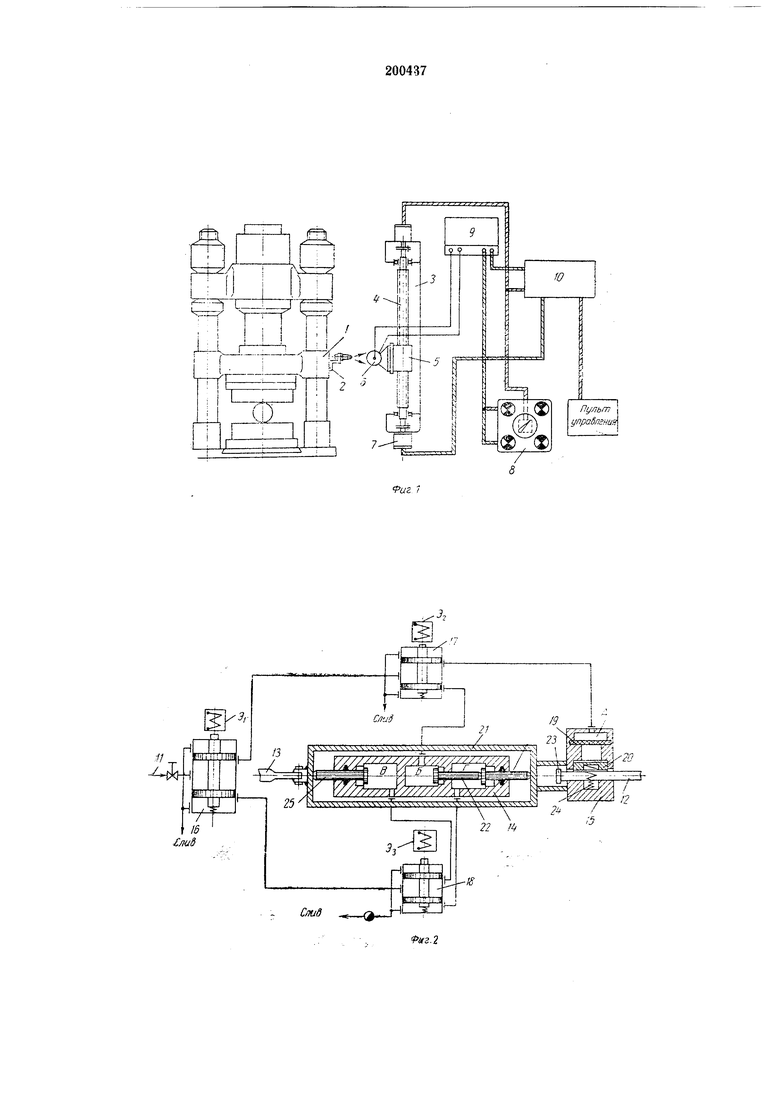
На фиг. 1 представлена принципиальная схема автоматического измерителя высоты и диаметров поковок; на фиг. 2 - гидравлическая схема системы управления.
На подвижной траверсе / пресса крепится источник 2 излучения. Рядом с прессом установлена стойка, на которой находится механизм перемещения каретки. В корпусе 3 механизма на вертикальном ходовом винте 4 смонтирована гайка каретки 5. На панели каретки укреплен приемник 6 излучения. Вертикальное перемещение каретки для установки ее в положение, соответствующее заданному размеру поковки, производится с помощью электродвигателя 7, который приводит во вращение ходовой винт 4.
Положение каретки с приемником излучения с помощью сельсинной связи «сельсин-датчик - сельсин-приемник фиксируется на стрелочном указателе 8.
Перед началом ковки каретка 5 устанавливается в положение, соответствующее заданному размеру поковки. Во время рабочего хода подвижной траверсы 1, когда размер поковки равен заданному, поток излучения из источника 2 попадает на приемник 6 излучения. Электрический сигнал от приемника излучения поступает в электронный блок 9, откуда после усиления попадает в блок 10 управления.
Электрический сигнал от приемника излучения используется также для включения индикаторных ламп и автоматизации управления прессом.
Автоматический измеритель высоты и диаметров поковок совместно с системой управления обеспечивает автоматическую работу пресса в режиме автоматического останова подвижной траверсы 1 в положении, соответствующем заданному размеру поковки, и в режиме автоматической шлихтовки до заданного размера с регулировкой величины хода.
Кроме этого, сохранено ручное управление прессом.
Для оебспечения работы в указанных режимах в масляную магистраль 11 пресса (см. фиг. 2), идущую от масляного аккумулятора к следящему сервомотору, встраивается гидравлическая аппаратура управления. Между тягой 12 управления и золотником 13 следящего серво.мотора установлен дополнительный трехпозиционный сервомотор 14 с муфтой 15.
При ручном управлении прессом электромагниты 3i, Эч и Эз золотников 16, 17 и 18 отключены, и масло от аккумулятора через золотник 16 поступает к золотнику 17 и далее в полость А над диафрагмой 19 муфты 15. Диафрагма 19 с помощью прижима 20 соединяет подвижную рамку 21, управляющую движением золотника 13 следящего сервомотора, с тягой 12 ручного управления прессом.
Полости Б, В н Г сервомотора 14 соединены со сливом. Движением подвижной траверсы / управляют с помощью рукоятки управления, расположенной на пульте.
При работе в режиме автоматического останова подвижной траверсы в процессе рабочего хода, в момент достижения заданного размера поковки, источник 2 излучения облучает приемник 6 излучения. Электрический сигнал от приемника поступает в электронный блок 9 и затем - в блок управления JO. По команде от блока управления включается электромагнит золотника 17, и полость А над диафрагмой 19 муфты /5 соединяется со сливом, а полость Б сервомотора 14 - с напорной магистралью. Плунжер 22 ставит рамку 21 в среднее положение, что соответствует закрытию клапанов главного распределителя. В результате подвижная траверса / пресса останавливается.
Для поднятия подвижной траверсы рукоятка управления переводится в положение хода вверх. Тяга 12 управления при этом свободно перемещается в муфте /5 и буртик 23 на конце тяги упирается в корпус муфты. При дальнейщем движении рукоятки перемещается подвижная рамка 21, жестко связанный с ней золотник 13 следящего сервомотора, и начинается подъем подвижной траверсы /, в процессе которого прекращается облучение приемника излучения и отключается электромагнит золотника 17. Полость Л соединяется с напорной магистралью, а полость Б - со сливом. Тяга 12 соединяется с рамкой 21. Цикл повторяется. При работе в режиме автоматической щлихтовки постоянно включен электромагнит золотника 16. Полость А муфты 15 соединена со
сливом. Пружины 24 в корпусе муфты поднимают прижим 20, и рукоятка управления автоматически выключается. Масло от аккумулятора поступает к золотнику 18 и далее - в полость В. Под действием плунжера 25 рамка 21
ставится в крайнее левое положение, перемещая золотник 13 следящего сервомотора, что соответствует рабочему ходу подвижной траверсы 1. В момент достижения заданного размера
поковки происходит облучение приемника 6 и вслед за этим - включение электромагнита золотиика 18. Полость В сервомотора соединяется со сливом, а полость Г - с напорной магистралью. Рамка 21 ставится в крайнее
правое полол ение, что соответствует ходу вверх подвижной траверсы /. ПоСоТе выдержки времени электромагнит золотника 18 отключается и цикл повторяется.
Предмет изобретения
1.Система управления гидравлическим ковочным прессом, снабженным подвижной траверсой, содержащая рукоятку ручного управления прессом, соединенную с тягой управления, и следящий сервомотор с золотником, отличающаяся тем, что, с целью увеличения производительности пресса и повыщения точности
размеров поковок, между тягой управления и золотником следящего сервомотора дополнительно встроен гидравлический сервомотор с подвижной рамкой и золотниками, электрически связанными с автоматическим измерителем высоты и диаметров поковок.
2.Система управления по п. 1, отличающаяся тем, что тяга управления соединена с рамкой трехпозиционного сервомотора с помощью муфты.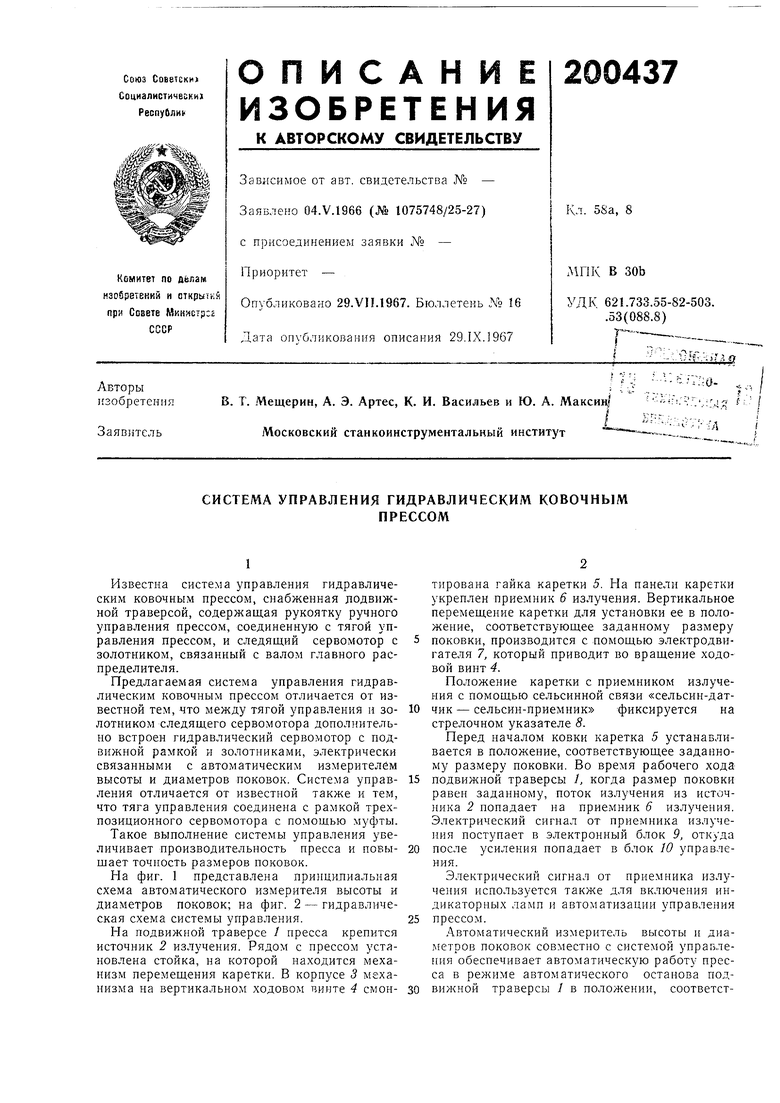
| название | год | авторы | номер документа |
|---|---|---|---|
| СИСТЕМА УПРАВЛЕНИЯ ГИДРАВЛИЧЕСКИМ КОВОЧНЫМ ПРЕССОМ | 1972 |
|
SU323295A1 |
| СИСТЕМА УПРАВЛЕНИЯ ГИДРАВЛИЧЕСКИМ КОВОЧНЫМПРЕССОМ | 1970 |
|
SU278417A1 |
| СИСТЕМА УПРАВЛЕНИЯ ГИДРАВЛИЧЕСКИМ КОВОЧНЫМ ПРЕССОМ | 1973 |
|
SU408827A1 |
| СИСТЕМА УПРАВЛЕНИЯ ГИДРАВЛИЧЕСКИМ КОВОЧНЫМПРЕССОМ | 1969 |
|
SU251367A1 |
| А УПРАВЛЕНИЯ ГИДРАВЛИЧЕСКИМ КОВОЧНЫМПРЕССОМ | 1967 |
|
SU201036A1 |
| Система автоматического управления ковочным прессом | 1975 |
|
SU610678A1 |
| Устройство управления ковочным прессом | 1982 |
|
SU1165600A1 |
| Система автоматического управления гидравлическим прессом | 1974 |
|
SU720901A1 |
| УСТРОЙСТВО для УПРАВЛЕНИЯ ПАРОВОЗДУШНЫМКОВОЧНЫМ молотом | 1969 |
|
SU238318A1 |
| Автоматическая линия для изготовления деталей типа топоров | 1989 |
|
SU1727945A1 |