Известны полуавтоматы для гальванических покрытий, состоящие из ряда последовательно расположенных ванн и транспортирующего устройства, выполненного из двух механизмов для перемещения щтанг с деталями, загрузочного и разгрузочного, из которых каждый механизм снабжен зажимами в виде фигурных клещей, а для подъема и опускания щтанги пснользуется нереверсивиый привод.
Для изменения направления движения штанги без реверса нриводпого двигателя ходовой винт механизма подъема имеет две замкнутые друг на друга правую и левую резьбы.
Полуавтомат отличается также тем, что для защиты транспортирующих механизмов от паров электролита они расположены в нижней части полуавтомата под ваннами при использовании бортовой вентиляции с направлением движения воздуха от нижней части полуавтомата к расположенным вверху ваннам.
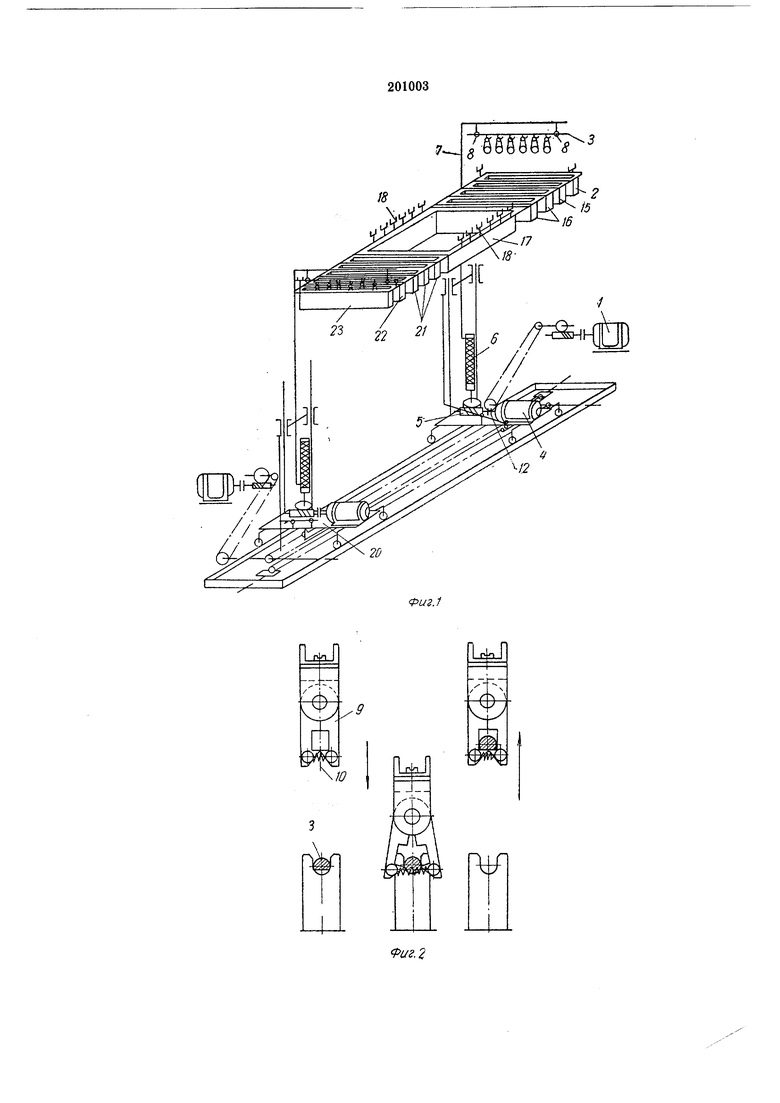
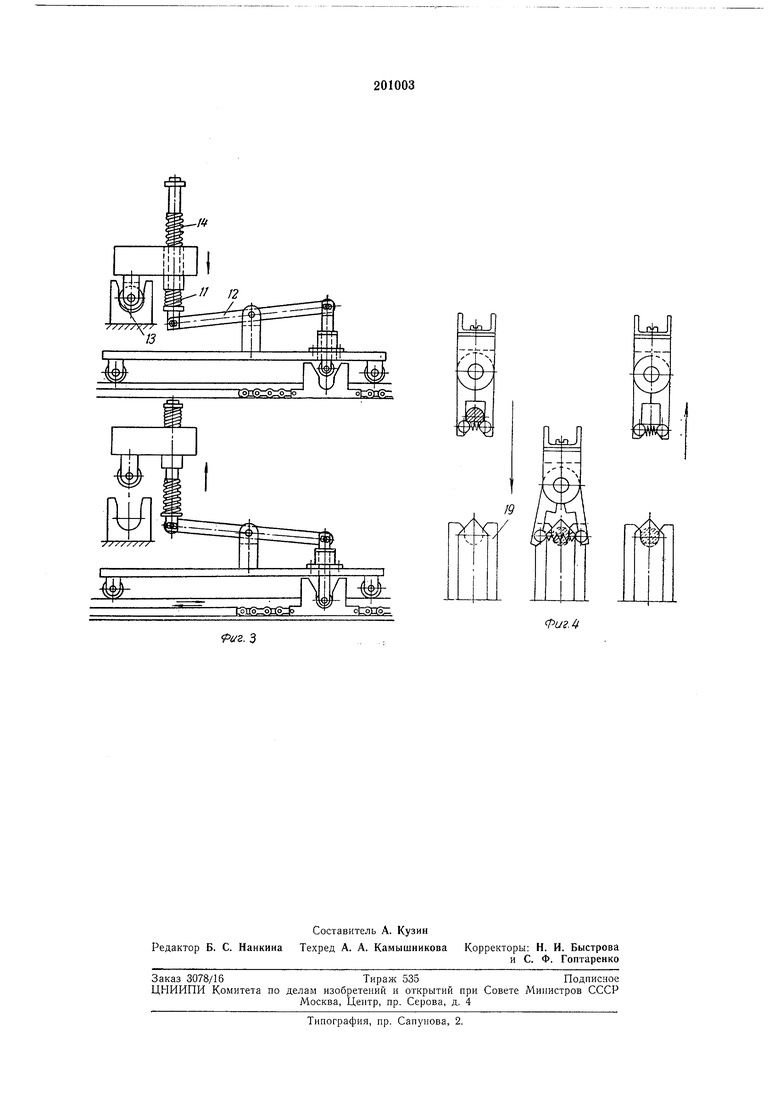
На фиг. 1 представлена кинематическая схема полуавтомата; на фиг. 2 - автоматические зажимы при захвате щтанги; на фиг. 3-фиксирующее устройство; на фиг. 4 - автоматические зажимы при отпускаинн щтанги.
(всего ваин-десять), в которой установлена щтанга 3 с заготовками. Затем включается электродвигатель 4 вертикального перемещения, который через редуктор 5 вращает ходовой винт 6.
Ходовой винт имеет две резьбы, правую и левую, которые на концах винта плавно переходят одна в другую так, что если винт вращать непрерывно, кронщтейн, нриводимый в движение этим винтом, будет менять направление движения на противоположное, дойдя до конца винта, хотя последний не меняет наиравлення вращения.
Кронщтейн 7 опускается и захватывает автоматическими зажимами 8 щтангу с заготовками. Автоматические зажимы состоят из клещей 9 с роликами и пружинами 10. Огибая цилнндрнческую поверхность штанги 3, клещи растягивают пружину, разжимаются, а потом защелкиваются под щтангой.
Перед захватом штанги происходит фиксация тележки (см. фиг. 3), Кронщтейн, опускаясь, сжимает пружину 11, давит на рычаг }2, другой конец которого выходит из контакта с ведущей цепью, и телелска получает свободу горизонтального перемещения.
положение тележки. Такие направляющие установлены под каждой позицией.
При подъеме сжимается верхняя пружина 14, и рычаг снова входит,в-контакт с цепью. В верхнем положении кронштейн со штангой останавливается, после чего начинает горизонтально перемещаться до ванны 15 декопировки. Дойдя до нее, механизм останавливается и происходит окунание и подъем заготовок. Дальнейшая транспортировка заготовок через ванны 16 первой и второй промывки происходит аналогично.
После второй промывки штанга с заготовками транспортируется до ванны 17 золочения, где, опускаясь, штанга устанавливается в контакты 18. При этом ролики зажимов катятся по граням клина 19, клещи разжимаются, и штанга остается в контактах (см. фиг. 4).
Оператор включает ток, а загрузочный транспортирующий механизм возвращается в исходное положение в загрузочный скафандр и может быть отправлен для транспортировки следующей штанги. По истечении заданного времени на позицию золочения автоматически приходит разгрузочный транспортирующий механизм 20, который аналогично загрузочному механизму захватывает зажимами штангу с заготовками (ролики на клещах этих зажимов установлены так, чтобы не попасть на клин), транспортирует ее через ванны 21 промывки и ванну 22 обезвоживания и оставляет штангу в ванне 23 разгрузки. Здесь зажимы срабатывают так же, как у загрузочного механизма на позиции золочения.
Загрузочный механизм, транспортируя штангу с заготовками, минует занятые позиции золочения и опускает штангу на первую освободившуюся позицию золочения. Таким
образом, в зависимости от времени золочения в гальванической ванне занято различное число позиций, а готовые золоченые пластины поступают в ванну разгрузки с той же частотой, с какой оператор отправляет заготовки на загрузку.
Второй оператор снимает позолоченные пластины со штанги и через шлюз передает на следующую технологическую операцию. Описываемый полуавтомат значительно повышает производительность, практически полностью изолирует окружающее пространство от паров электролита и технологические параметры процесса соблюдаются более точно.
Предмет изобретения
1.Полуавтомат для гальванических покрытий, состоящий из ряда последовательно расположенных ванн и транспортирующего устройства, выполненного из двух механизмов для перемещения штанг с деталями, загрузочного и разгрузочного, из которых каждый механизм снабжен зажимами в виде фигурных клещей, а для подъема и опускапия штанги
используется нереверсивный привод, отличающийся тем, что, с целью изменения направления движения штанги без реверса приводного двигателя, ходовой винт механизма подъема имеет две замкнутые друг на друга правую и
левую резьбы.
2.Полуавтомат по п. 1, отличающийся тем, что, с целью защиты транспортирующих механизмов от паров электролита, они расположены в нижней части полуавтомата под ваннами при использовании бортовой вентиляции с направлением движения воздуха от нижней части полуавтомата к расположенным вверху ваннам.
| название | год | авторы | номер документа |
|---|---|---|---|
| Полуавтомат для гальванических покрытий | 1979 |
|
SU846456A1 |
| Автоматическая линия для нанесения гальва-НичЕСКиХ пОКРыТий | 1979 |
|
SU836242A1 |
| Шаговый конвейер | 1974 |
|
SU546532A1 |
| Автомат для контроля деталей цилиндрической формы | 1986 |
|
SU1466815A1 |
| Автоматическое загрузочно-разгрузочное устройство к зубообрабатывающим станкам для цилиндрических колес | 1972 |
|
SU538880A1 |
| Установка для нанесения гальванических покрытий электронатиранием | 1988 |
|
SU1730205A1 |
| Гальваническая ванна-полуавтомат с витковым устройством для перемещения покрываемых изделий и анодов | 1949 |
|
SU88605A1 |
| Делительная машина | 1958 |
|
SU118618A1 |
| Автоматическая линия для металлизации плоских деталей | 1987 |
|
SU1507883A1 |
| УСТРОЙСТВО ДЛЯ УЛЬТРАЗВУКОВОГО ЛУЖЕНИЯ ЗАГОТОВОК СТЕКЛОКЕРАМИЧЕСКИХ КОНДЕНСАТОРОВ РАДИОДЕТАЛЕЙ | 1989 |
|
SU1820573A1 |
Ю
Wl
9
Фиг.
