1
Изобретение относится к транспортированию грузов, в частности межоперационному транспортированию обрабатываемых деталей.
Известен конвейер для транспортирования штучных грузов, выполненный в виде возвратно-поступательно двигающейся плтанги, несущей толкатели, транспортирующие изделия по неподвижным направляющим 1.
Недостатком конвейера является необходимость использования дополнительных загрузочных и разгрузочных устройств, подающих и снимающих с устройств для подъема и опускания транспортируемые изделия по одной штуке, что значительно усложняет конструкцию конвейера и ограничивает его применение.
Наиболее близким по технической сущности к предлагаемому является шаговый конвейер, содержащий подвижную штангу, направляющие, толкатели и привод 2.
Недостатком известного устройства является то, что транспортирование изделий производится последовательно и только с равным шагом, что приводит при использовании его в качестве виутрицехового межоперационного транспорта к увеличению вспомогательного времени на обработку, особенно при малом машинном времени, и, следовательно, к снижению производительности труда, либо требует установки в цехах нескольких транспортных межстаночных систем.
С целью обеспечения подачи деталей с лк5бым шагом из потока с равномерным шагом
предлагаемый конвейер снабжен каретками, выполненными, например, в виде втулок разного диаметра, имеющими толкатели, а штанга снабжена упорами, соответствующими диаметрам втулок, каждый из которых взаимодействует с одной из кареток, и расположена внутри втулок.
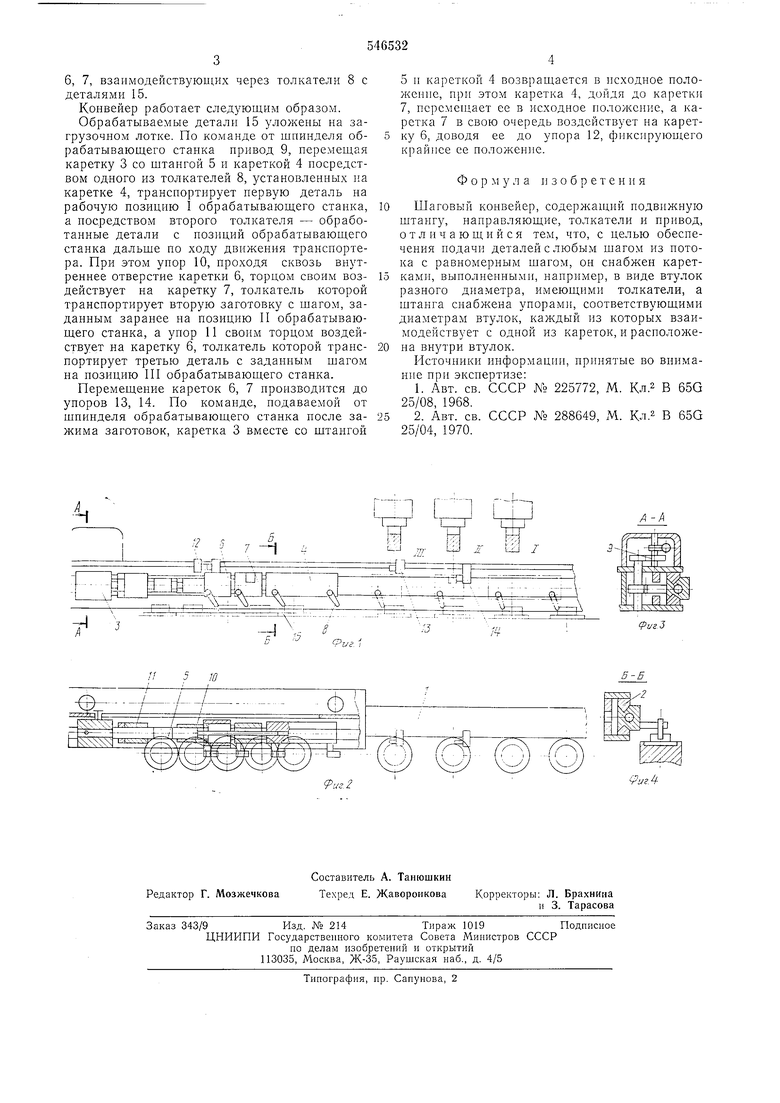
На фиг. 1 показан предлагаемый конвейер, общий вид; иа фиг. 2 - то же, вид в плане; на фиг. 3 - разрез по А-А на фиг. 1; на фиг.
4 - разрез по Б-Б на фиг. 1.
На корпусе 1 в направляющих 2 размещены каретки 3, 4, жестко закреиленные на штанге 5. На этой же штанге помещены плавающие каретки 6, 7. Каретки 4, 6, 7 оснащены толкателями 8, транспортирующими изделия. Для перемещения штанги 5 с каретками 3, 4, 6, 7 предусмотрен привод 9. Штанга 5 несет два упора 10, 11, расстояние между которыми регулируется, для чего на штанге предусмотрены участки с винтовой нарезкой. Каретка 6 имеет внутреннее отверстие такого диаметра с тем, чтобы свободно пропускать внутри упор 10. На направляющих 2 размещены упоры 12, 13 и 14 фиксации крайних иоложений кареток
6, 7, взаимодействующих через толкатели 8 с деталями 15.
Конвейер работает следующим образом.
Обрабатываемые детали 15 уложеиы на загрузочном лотке. По команде от шпинделя обрабатывающего станка привод 9, неремещая каретку 3 со щтангой 5 и кареткой 4 носредством одного из толкателей 8, установленных на каретке 4, транснортирует первую деталь на рабочую позицию I обрабатывающего станка, а посредством второго толкателя - обработанные детали с позиций обрабатывающего станка дальще по ходу движения транснортера. При этом упор 10, проходя сквозь внутреннее отверстие каретки 6, торцом своим воздействует на каретку 7, толкатель которой транспортирует вторую заготовку с щагом, заданным заранее на позицию II обрабатывающего станка, а упор 11 своим торцом воздействует на каретку 6, толкатель которой транспортирует третью деталь с заданным щагом на позицию III обрабатывающего станка.
Перемещение кареток 6, 7 производится до упоров 13, 14. По команде, подаваемой от шпинделя обрабатывающего станка после зажима заготовок, каретка 3 вместе со щтангой
5 и кареткой 4 возвращается в исходное положение, при этом каретка 4, дойдя до каретки 7, перемендает ее в исходное положение, а каретка 7 в свою очередь воздействует на каретку 6, доводя ее до упора 12, фиксирующего крайнее ее положение.
Формула изобретения
Шаговый конвейер, содержащий подвижную щтаигу, направляющие, толкатели и привод, отличающийся тем, что, с целью обеспечения нодачи деталей с любым щагом из нотока с равномерным щагом, он снабжен каретками, выполненными, например, в виде втулок разного диаметра, имеющими толкатели, а щтанга снабжена упорами, соответствующими диаметрам втулок, каждый из которых взаимодействует с одной из кареток, и расположена внутри втулок.
Источники информации, принятые во внимание при экспертизе:
1. . св. СССР 225772, М. Кл. В 65G 25/08, 1968.
2. Авт. св. СССР № 288649, М. Кл. В 65G 25/04, 1970.
| название | год | авторы | номер документа |
|---|---|---|---|
| Шаговый конвейер | 1984 |
|
SU1234310A1 |
| Штанговый конвейер | 1978 |
|
SU763215A1 |
| Линия для изготовления и сборки грифов музыкальных инструментов | 1983 |
|
SU1169013A1 |
| Автоматическая линия для механической обработки деталей типа вагонных колес | 1974 |
|
SU534338A1 |
| Шагающий конвейер | 1981 |
|
SU988690A1 |
| Транспортер для передачи деталей с позиции на позицию | 1980 |
|
SU878502A1 |
| Устройство для подачи труб к трубоотрезному станку | 1982 |
|
SU1031655A1 |
| Шаговый конвейер | 1982 |
|
SU1008107A1 |
| Линия спутникового типа | 1989 |
|
SU1646798A1 |
| ПРЕССОВЫЙ АГРЕГАТ ДЛЯ ОБРАБОТКИ ДАВЛЕНИЕМ (ВАРИАНТЫ) | 1990 |
|
RU2082614C1 |
