Известнь станки для центровйнйя Деталей типа валов, снабженные центровальными головками, связанными с устройствами поиска оси заготовки.
Описываемый пoлyaвtoмat отличается от известных наличием опдунывающих устройств, размещенных между опорными поверхностями установочных призм, контактирующих с поверхностью заготовки и связанных с гидравлической системой вертикального перемещения центровальных головок сообщающимися цилиндрами, площади поперечных сечений которых выбраны с определенным постоянным соотнощением. Такое рещение обеспечивает производительную безналадочную установку центровальных головок в положение, соответствующее оси обработки.
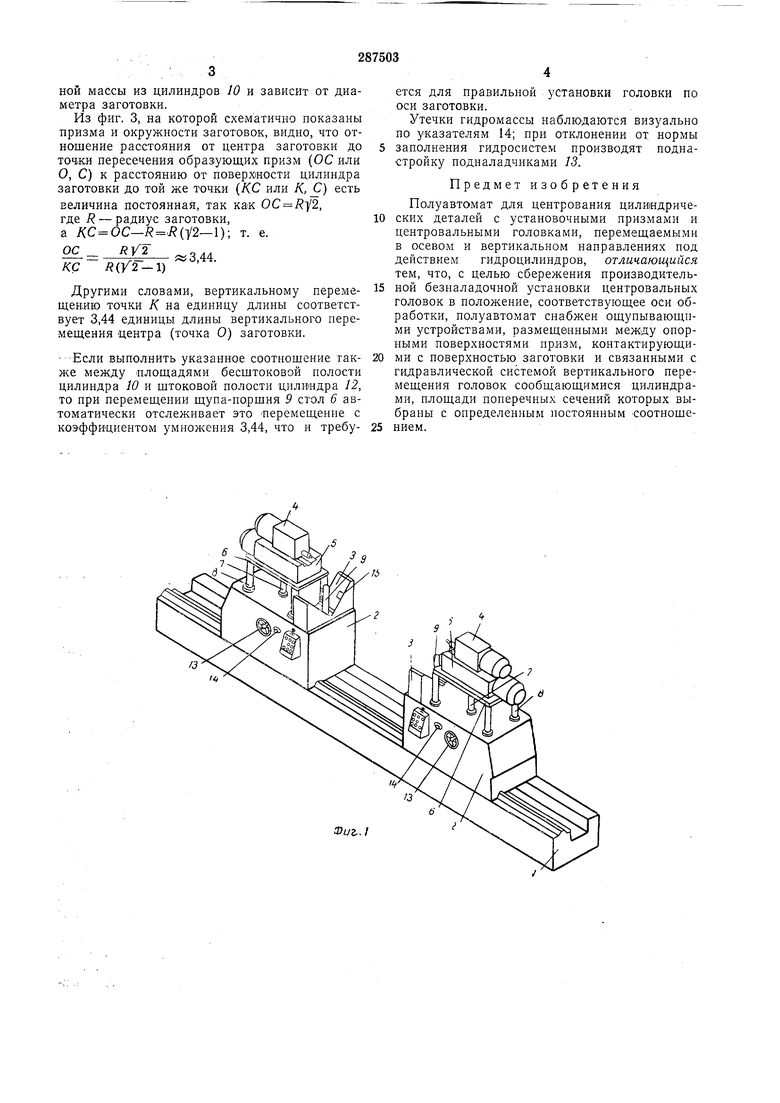
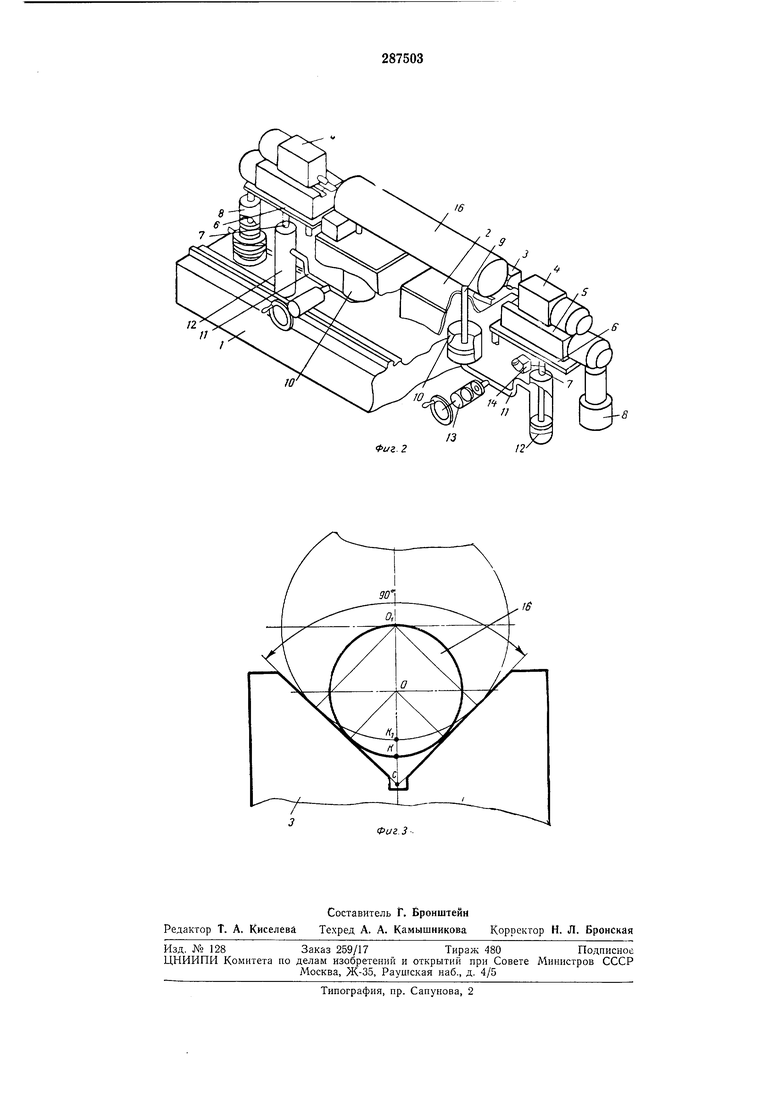
На фиг. 1 изображен предлагаемый полуавтомат; на фиг. 2 - принципиальная схема гидравлической системы вертикального перемещения бабок; на ф,иг. 3 - схема, поясняющая принцип работы полуавтомата.
На станине / полуавтомата смонтированы бабки 2, несущие установочные призмы 3 и центровальные головки 4 с инструментом. Головки имеют возможность перемещения вдоль оси обработки по направляющим 5, установленным 1на (подъемных столах 6, имеющих привод вертикального перемещения от щтоков 7 силовых гидроцилиндров, размещенных внутри
бабок. Столы опираются на гидропружинные опоры 8, являющиеся одновременно направляющими и вертикального перемещения головок. Между опорными поверхностями .призм
размещены щупы-порщни 9, связанные с гидравлической системой подъема головок. Щуп 9 в каждой из бабок является продолжением щтока гидроцилиндра 10, бесштоковая полость которого связана трубопроводом } 1 со щтоковой полостью силового тидроцилиндра 12 привода вертикального перемещения столов с головкой 4. Кроме того, в схеме предусмотрены подналадчики 13, визуальные указатели 14 уровня заполнения гидросистем и конечники 15, смонтированные на поверхностях призм и дающие сигнал на включение цикла обработки.
Полуавтомат работает следующим образом.
Заготовку 16 укладывают на призмы 3, предварительно установленные на необходимое расстояние между собой. Своим весом она опускает щупы-поршпи 9, вытесняющие гидромассу из нижних полостей цилиндров 10, поступающих по трубопроводам 11 в цилиндры 12, заставляя щтоки 7 порщня последних также опускаться вместе со столами 6, преодолевая сопротивление гидропружиниых опор 8. Величина вертикального перемещения столов НОЙ массы из цилиндров 10 и зависит от диаметра заготовки. Из фиг. 3, на которой схематично показаны призма и окружности заготовок, видно, что отношение расстояния от центра заготовки до точки пересечения образующих призм (ОС или О, С) к расстоянию от поверхиости цилиндра заготовки до той же точки (К.С или 1{, С) есть величина постоянная, так ОС , где R - радиус заготовки, а ЯС ОС-;(У2-1); т. е. ОС /2 КС R(Y2-l) Другими словами, вертикальному переме- 15 щению точки К на единицу длины соответствует 3,44 единицы длины вертикального перемещения центра (точка О) заготовки. Если выполнить указанное соотношение так- 20 же между площадями бесштоковой полости цилиндра 10 и штоковой полости цилиндра 12, то при перемещении щупа-поршня 9 стол 6 автоматически отслеживает это -перемещение с коэффициентом умножения 3,44, что и требу- 25 5 10 ется для правильной установки головки по оси заготовки. Утечки гидромассы наблюдаются визуально по указателям 14; при отклонении от нормы заполнения гидросистем производят поднастройку подналадчиками 13. Предмет изобретения Полуавтомат для центрования цилиндрических деталей с установочными призмами и центровальными головками, перемещаемыми в осевом и вертикальном направлениях под действием гидродилиндров, отличающийся тем, что, с целью сбережения производительной безналадочной установки центровальных головок в положение, соответствующее оси обработки, полуавтомат снабжен ощупывающими устройствами, размещенными между опорными поверхностями призм, контактирующими с поверхностью заготовки и связанными с гидравлической системой вертикального перемещеиия головок сообщающимися цилиндрами, площади поперечных сечений которых выбраны с определенным постоянным -соотношением.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТАНОВКА ДЛЯ НАКАТА РЕЗЬБЫ НА ТРУБЕ И ЕЕ ОТРЕЗКИ | 1970 |
|
SU276779A1 |
| Зажимной механизм | 1981 |
|
SU992135A1 |
| Стеклодувный полуавтомат | 1949 |
|
SU89810A1 |
| СТАНОК ДЛЯ ОБРАБОТКИ ГОРЛОВИН БУТЫЛЕЙ | 1969 |
|
SU234180A1 |
| ГИДРОКОПИРОВАЛЬНЫЙ ФРЕЗЕРНЫЙ ПОЛУАВТОМАТ | 1972 |
|
SU329961A1 |
| Токарно-центровальный полуавтомат | 1989 |
|
SU1726140A1 |
| ПОЛУАВТОМАТ ДЛЯ ФОРМОВАНИЯ И СУШКИ | 1966 |
|
SU189329A1 |
| УСТАНОВКА ДЛЯ АВТОМАТИЧЕСКОЙ НАПЛАВКИ | 1973 |
|
SU372046A1 |
| УНИВЕРСАЛЬНЫЙ ПОЛУАВТОМАТ ДЛЯ НАНЕСЕНИЯ РИСОКНА ШКАЛАХ | 1969 |
|
SU244654A1 |
| Автомат для обработки деталей | 1978 |
|
SU818813A1 |
Фиг,.
/3
12
1
16
Фаг, 3
