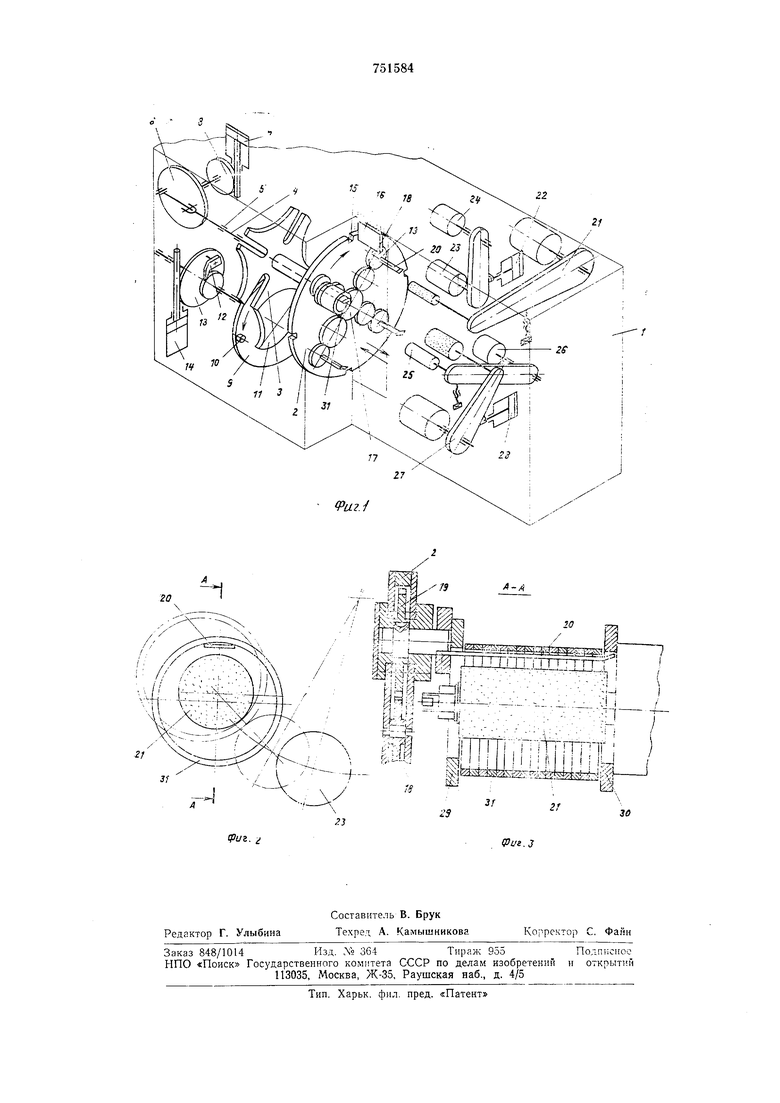
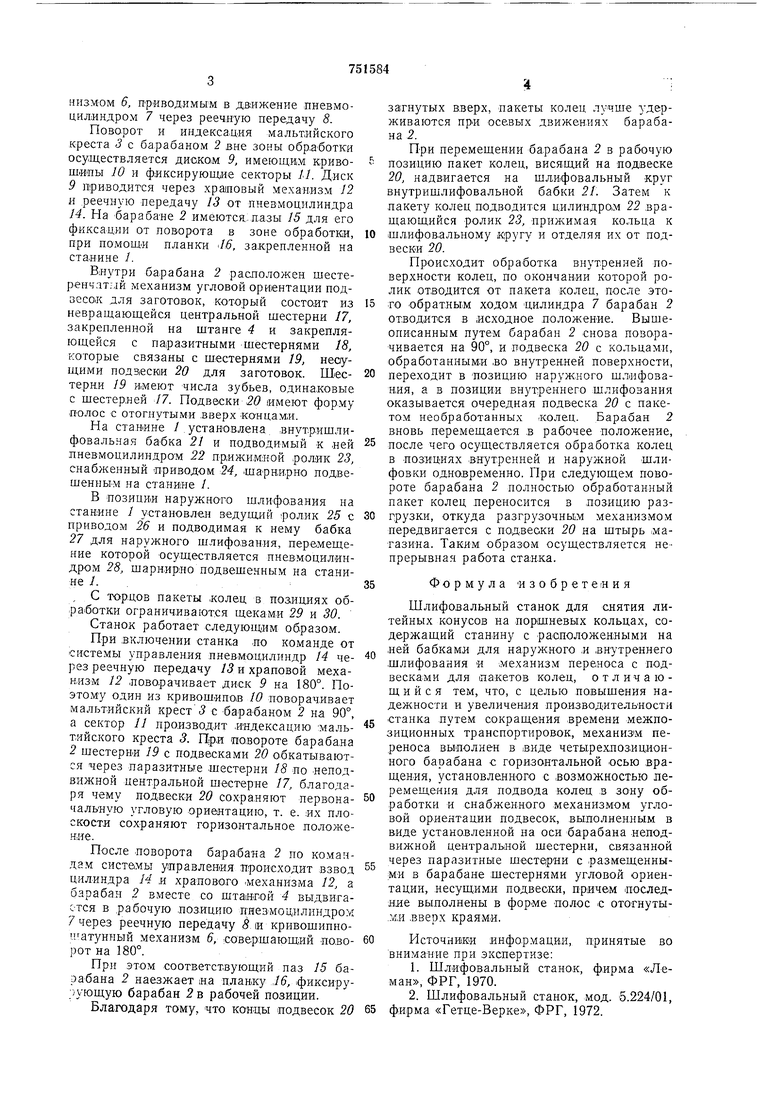
низмом 6, приводимым в движение пневмоцилиндром 7 через реечную передачу 8. Поворот и индекса.ция мальтийского креста 3 с барабаном 2 вне зоны обрЛботки осуществляется дискО)М 9, имеющим кривошипы 10 и фиксирующие секторы //. Диск 9 приводится через храмовый механизм 12 и реечную передачу 13 от пневмоцилиндра 14. На барабане 2 имеются лазы 15 для его фиксации от поаорота в зоне обработки, при помоЩИ планки М, закрепленной на станине /. Внутри барабана 2 расположен шестеренчатый механизм угловой ориентации подзесо к для заготовок, который состоит из невращающейся центральной щестерни 17, закрепленной на штанге 4 и закрепляющейся с паразитными шестернями 18, которые связаны с шестернями 19, несущими подаесии 20 для заготовок. Шестерни 19 имеют числа зубьев, одина.ковые с шестерней 17. Подвески 26 имеют форму полос с отогнутыми вверх концамн. На стаиине /.установлена, внутришлифовальная бабка 21 и подводимый к ней пневмоцилиндром 22 прижимной ролик 23, снабженный приводом 24, шарнирно подвешенным на станине /. В позиции наружного шлифования на станине / установлен ведущий ролик 25 с приводом 26 и подводимая к нему бабка 27 .для наружного шлифования, перемещение которой осуществляется пневмоцилиндром 28, шарнирио подвешенным на станине /.. С тор.цов пакеты .колец в поаициях обработки ограничиваются щеками 29 и 30. Станок работает следующим образом. При .включении станка ло команде от системы управления лневмощилиндр 14 через реечную передачу /5 и храповой механизм 12 ловорачивает диск 9 на 180°. Поэтому один из кривош-илов 10 ловорачивает мальтийский крест5 с бара баном 2 на 90°, а сектор 11 лро.и.зводит индексацию :мальтийского креста 3. Прл повороте барабана 2 щестерни 19 с подвесками 20 обкатываются через паразитные шестерни 18 ло неподвижной центральной шестерне 17, благодаря чему лодвески 20 сохраняют лервоначальную угловую ориентацию, т. е. их плоскости сохраняют горизонтальное лоложение. После поворота бара-бана 2 по командам системы управления происходит взвод цилиндра И и храпового -механизма 12, а барабан 2 вместе со штаигой 4 выдвигас-тся в рабочую .позицию Пнезмоцилиндром 7 через реечную передачу . и кривошипнопатунный механизм 6, еовершающ,ий ловорот на 180°. При этом соответствующий лаз 15 барабана 2 наезжает на л.ланку J6, фиксиру;;ующую барабан 2 в рабочей позиции. Благодаря тому, что концы подвесок 20 загнутых вверх, пакеты колец лучше удерживаются при осевых движениях барабана-2. При перемещении барабана 2 в рабочую позицию пакет колец, висящ.ий на лодвеске 20, надвигается на шли-фовальный круг внутришлифовальной бабки 21. Затем к пакету колец подводится цилиндр01М 22 вращающийся ролик 23, прижимая кольца к шлифовальному кругу и отделяя их от подвески 20. Происходит обработка внутренней поверхности колец, по окончании которой ролик отводится от пакета колец, после этого обратньш ходом цилиндра 7 барабан 2 отводится в исходное .положение. Выщеолисанным путем барабан 2 снова поворачивается на 90°, и подвеска 20 с кольцами, обработанными ,во внутренней поверхности, переходит в позицию наружного шлифования, а в позиции внутреннего шлифования оказывается очередная подвеска 20 с пакетом необработанных жолец. Барабан 2 вновь перемещается в рабочее положение, после чего осуществляется обработка колец в позициях внутренней и наружной шлифовки одновременно. При следующем повороте барабана 2 полностью обработанный накет колец .переносится в позицию разгрузки, откуда разгрузочным механизмом передвигается с подвески 20 на штырь |Магазина. Таким образом осуществляется непрерывная работа станха. Формула Изобретения Шлифовальный станок для снятия литейных конусов на поршневых кольцах, содержащий станину с расположенными на ней бабками для наружного и внутреннего шлифования и .механизм переноса с подвесками для пакетов колец, отличающийся тем, что, с целью повышения надежности и увеличен.ия про.и.зводительности станка путем сокращения .времени межпозиционных транспортировок, механизм пе.реноса выполнен в виде четырехпоз.иционного барабана с горизонтальной осью вращения, установленного с .возможностью перемещения для подвода колец в зону обработки и снабженного механизмом угловой ориентации подвесок, выполненным в виде установленной на оси барабана неподвижной центральной шестерни, связанной через паразитные ш.естерни с .размещенными в барабане шестернями угловой ориентации, несущ.ими подвески, причем последние выполнены в форме полос с отогнуты.:ли .вверх краям.и. Источники информации, принятые во внимание при экспертизе: 1.Шлифовальный стано.к, ф.ирма «Леман, ФРГ, 1970. 2.Шлифовальный станок, мод. 6.224/01, фирма «Гетце-Верке, ФРГ, 1972.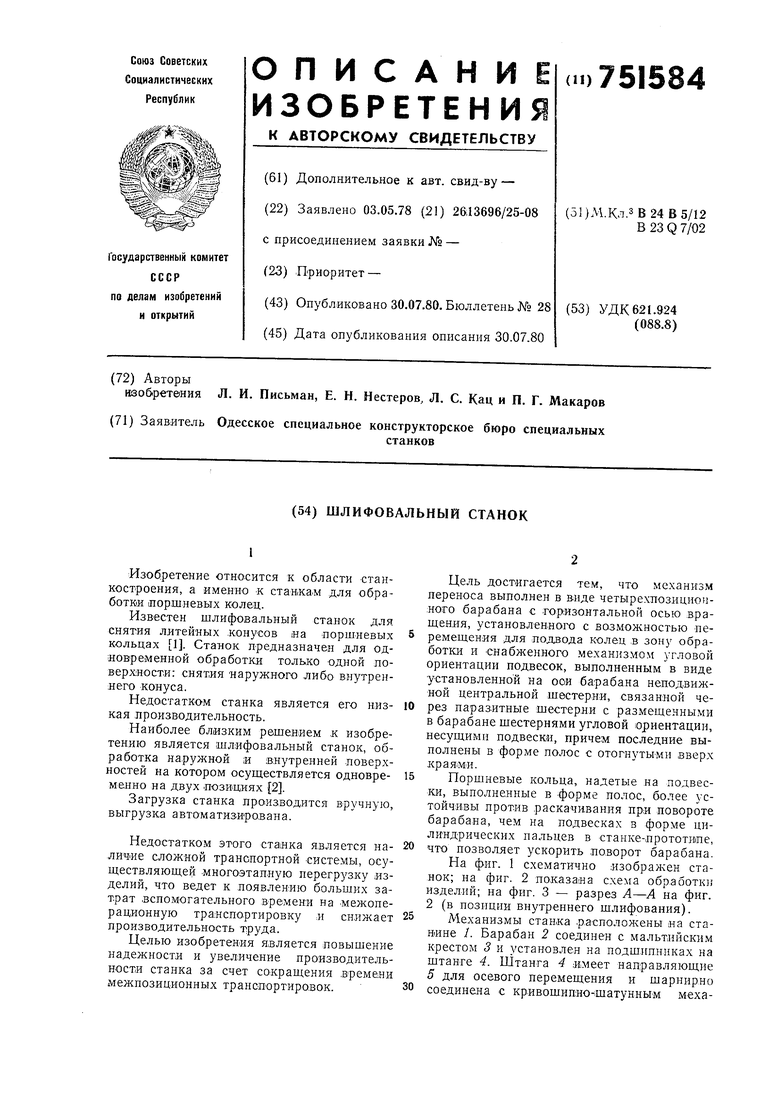
| название | год | авторы | номер документа |
|---|---|---|---|
| Станок для заточки резцов | 1980 |
|
SU1085769A1 |
| Устройство для шлифования деталей | 1986 |
|
SU1454654A1 |
| Устройство для шлифования наружных и внутренних поверхностей тел вращения | 1980 |
|
SU891350A1 |
| ВНУТРИШЛИФОВАЛЬНЫЙ СТАНОК ДЛЯ ОБРАБОТКИ ФАСОННЬ[Х ИЗДЕЛИЙ | 1969 |
|
SU240488A1 |
| КРУГЛОШЛИФОВАЛЬНЫЙ СТАНОК | 2018 |
|
RU2697533C1 |
| Станок для шлифования шатунных шеек коленчатого вала | 1979 |
|
SU856760A1 |
| Резьбошлифовальный станок Ткачика | 1990 |
|
SU1754358A1 |
| Станок для заточки зубьев пил | 1983 |
|
SU1135572A1 |
| Станок для шлифования торцевых поверхностей деталей | 1981 |
|
SU1116976A3 |
| Шлифовальный станок | 1980 |
|
SU865615A1 |