Устройства для сушки и прокалки покрытий сварочных эл тродов токами высокой частоты, содержапше сушильную камеру, щелевой индуктор и трансиортирующий механизм, известны.
Предлагаемое устройство отличается тем, что для улучшения качества электродов и уменьшения расхода электроэнергии шелевой индуктор выполнен составным из шин различной ширины, причем ширина средних шин больше ширины крайних в полтора раза. Такое конструктивное выполнение индуктора обеспечивает равномерную температуру сушки по всей длине.электрода при пропускании по шинам тока, одинакового но величине.
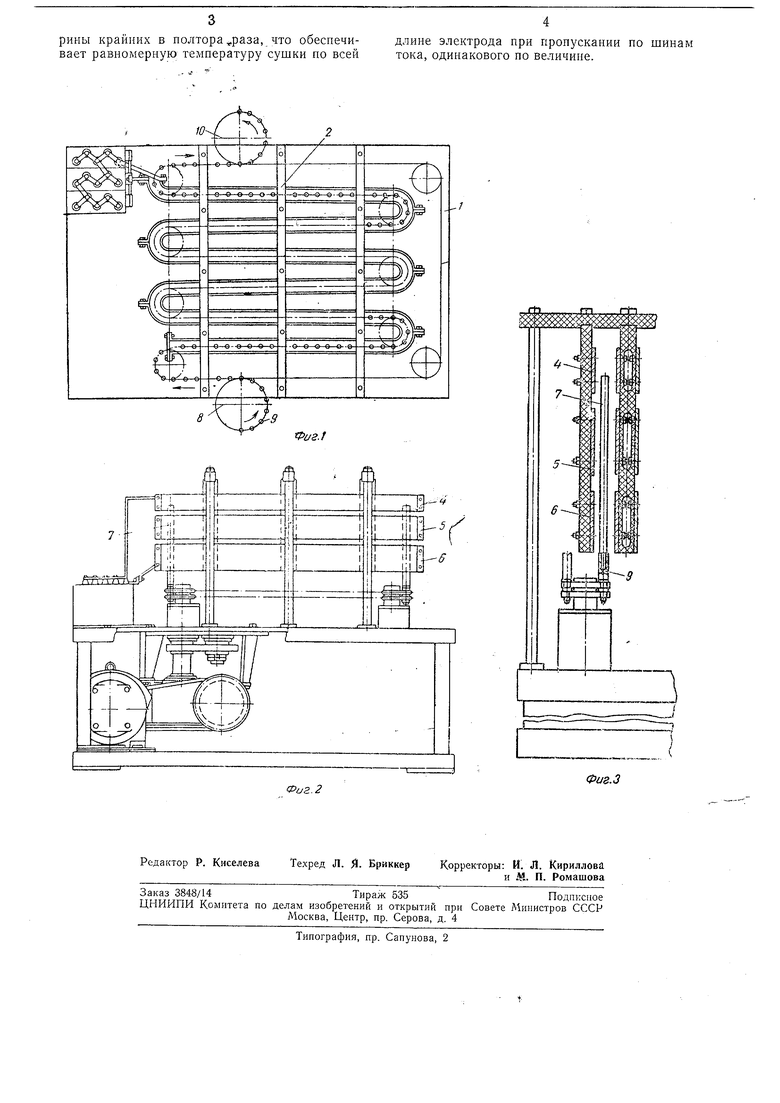
На фиг. 1 изображено устройство для сушки и прокалки нокрытий сварочных электродов токами высокой частоты, вид в плане; на фиг. 2 и 3 - то же, вертикальные разрезы.
Устройство для сушки и прокалки нокрытий сварочных электродов токами высокой частоты включает сушильную камеру /, ш;елевой.индуктор 2 и транспортируюш,ий механизм 3. Щелевой индуктор выполнен составным из шин 4, 5 6 различной ширины, ширина средних шин больше ширины крайних в полтора раза.
Термообработка электродов в устройстве осуш,ествляется следуюшим образом.
Обмазанные электроды 7 с номошью ротора 8 питателя устанавливают в вертикальном положении зачиш,енным концом вниз во втулки 9, закрепленные в транспортируюш,ей цепи
механизма. При перемеш,ении цени электроды вводятся в рабочий зазор щелевого индукторг, где покрытие электродов последовательно сушится и прокаливается токами высокой частоты (800 гц). Длина индуктора выбирается такой, чтобы время прохождения электродов через индуктор cocтaвляJ;o 7-9 мин. По выходе из индуктора электроды поступают в ротор 10, который передает их на последующие операции. Благодаря описанной выше
конструкции шин обеспечивается равномерная сушка и прокалка покрытия электродов при одинаковой величине обшего тока.
Предмет изобретения
Устройство для сушки и прокалки нокрытий сварочных электродов токами высокой частоты, содержащее сушильную камеру, щелевой индуктор и транспортирующий механизм, отличающееся тем, что. с целью улучшения качества электродов и уменьшения расхода электроэнергии, щелевой индуктор выполнен составньит из шин различной ширины, причем ширина средних нин больше ши
| название | год | авторы | номер документа |
|---|---|---|---|
| Индукционная установка для сушки и прокалки сварочных электродов | 1972 |
|
SU565182A1 |
| Установка для сушки и прокалки покрытий сварочных электродов | 1976 |
|
SU1058857A1 |
| Устройство для транспортирования сварочных электродов при термообработке их покрытий | 1980 |
|
SU1049382A1 |
| Способ сушки изделий из капиллярно-пористых материалов | 1981 |
|
SU1015206A1 |
| Установка для сушки и прокалкипОКРыТий СВАРОчНыХ элЕКТРОдОВ | 1979 |
|
SU797862A1 |
| Способ сушки и прокалки покрытий сварочных электродов | 1982 |
|
SU1074689A1 |
| Поточная линия для производства эмалированных труб | 1981 |
|
SU989900A1 |
| Способ сушки и термообработки покрытий на ферромагнитных стержнях | 1975 |
|
SU595104A1 |
| СУШИЛЬНАЯ КАМЕРА | 1990 |
|
RU2009414C1 |
| Способ сушки форм в литье по выплавляемым моделям | 1976 |
|
SU764838A1 |