Известен способ формовки спиральношовных труб на оправке с постоянным углом фор1мовки.
Предлагаемый способ отличается тем, что исходную лепту формуют на радиус, меньший радиуса оправки, а затем на оправке витки упруго деформируют в направлении ее оси до образования зазора между кромками витков регулируемым раздвигаемым приспособлепием. При этом схождепие кромок в точке сварки происходит за счет внутренних упругих напряжений металла либо принудительно.
Это позволяет производить стыковую сварку кромок токами радиотехнической частоты со схождением кромок под заданным углом.
Месторасположение точки схождения кромок можно регулировать с помощью раздвигающего приспособления, выполненного в виде холостых распорпых роликов и перемещаемого вдоль кромок.
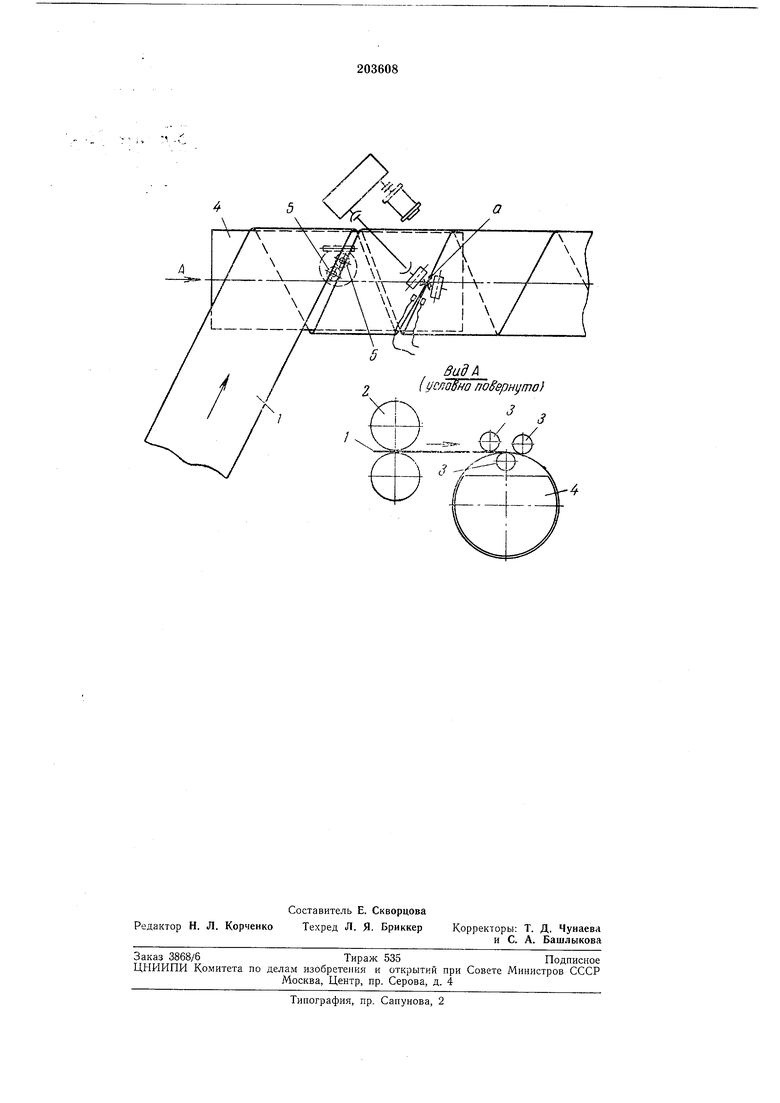
На чертеже показано устройство для осуществления предлагаемого способа.
Полоса / проталкивается подающей мащипой 2 в формовочное устройство 3, где она свертывается в спиральные витки, которые одновременно укладываются на неподвижной оправке 4. Кромки витка разводят с помощью
холостых распорных роликов 5, после чего происходит их сближение под действием внутренних напряжений или принудительно. В точке а схождения кромок происходит сварка.
Предмет изобретения
1.Способ формовки спиральношовпых труб на неподвижпой оправке, включающий подачу сформованной ленты на оправку под углом, равным углу подъема винтовой линии щва на готовой трубе, отличающийся тем, что, с целью обеспечения процесса сварки токами радиотехнической частоты, исходную ленту формуют на радиус, меньщий радиуса оправки, а затем на оправке витки упруго деформируют в направлении оси оправки до образовапия зазора между кромками соседних витков в месте установки регулируемого
раздвигающего приспособления, причем схождение кромок в точке сварки происходит за счет внутренних упругих напряжений металла ленты либо кромки сводят нринудительно.
2.Способ по п. 1, отличающийся тем, что, с целью регулирования месторасположения точки схождения кромок, раздвигающее приспособление, выполненное в виде холостых распорпых роликов, перемещают вдоль кромок.
| название | год | авторы | номер документа |
|---|---|---|---|
| Формовочное устройство для производства спиральношовных труб | 1980 |
|
SU880547A1 |
| СПОСОБ ФОРМОВКИ СПИРАЛЬНОШОВНЫХ ТРУБ | 1964 |
|
SU161681A1 |
| Устройство для формовки спиральношовных труб | 1982 |
|
SU1017403A1 |
| Способ изготовления металлической спиральношовной трубы и устройство для его осуществления | 1981 |
|
SU1095874A3 |
| Устройство для формовки тонкостенных труб со спиральным швом | 1977 |
|
SU634808A1 |
| Способ изготовления спиральношовных труб большого диаметра | 1981 |
|
SU1069899A1 |
| Устройство для формовки тонкостенных труб со спиральным швом | 1982 |
|
SU1017402A2 |
| СПОСОБ ПРОИЗВОДСТВА СПИРАЛЬНОШОВНЫХ ТРУБ БОЛЬШОГО ДИАМЕТРА | 1973 |
|
SU385644A1 |
| СПОСОБ ФОРМОВКИ СПИРАЛЬНОШОВНЫХ ТРУБ | 1968 |
|
SU208655A1 |
| СПОСОБ ПРОИЗВОДСТВА СПИРАЛЬНОШОВНЫХ ТРУБ | 1973 |
|
SU363537A1 |