виднон ленты путем стаоилиЗацип дииметра последних.
Указанная цель достигается тем, что устройство снабжено наружным и виутренним холостыми роликами, установленными в зоPie иодачи ленты под углом 15-30° к плоскости, нроходящей через точку сварки и продольную ось трубы, и расноложеиными с разиых сторон от уиомянутой илоскости, а элемеиты для удержания кромок трубной заготовки установлены в формовочной втулке но спирали. ЭлеМСнты для удержания кромки трубной заготовки выполнены в виде роликов.
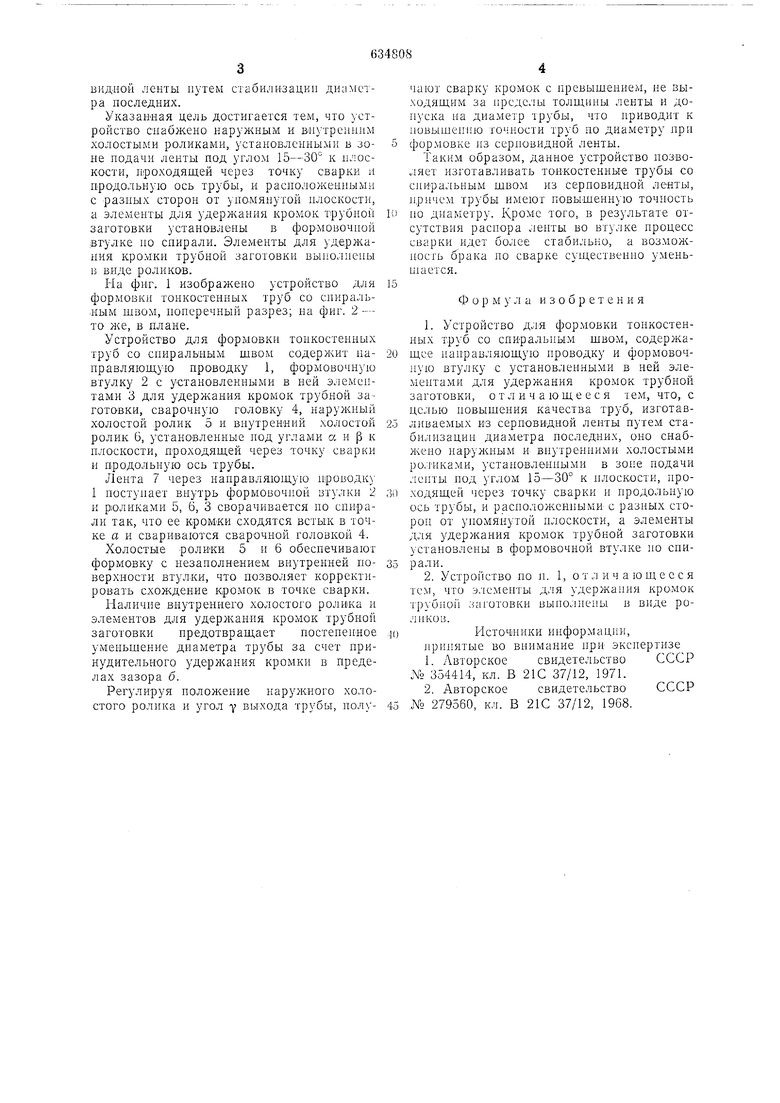
На фиг. 1 изображено устройство для формовки тонкостенных труб со снираль:Ным швом, поиеречный разрез; на фиг. 2 - то же, в плане.
Устройство для формовки тонкостенных труб со спиральным швом содержит наиравляюш,ую проводку 1, формовочную втулку 2 с установленными в ней элементами 3 для удержания кромок трубной загото-вки, сварочную головку 4, наружный холостой ролнк 5 и внутренний холостой ролик 6, установленные нод углами а н р к плоскости, ироходяш,ей через точку сварки и продольную ось трубы.
Лента 7 через нанравляюшую нроводку 1 ностунает внутрь формовочной втулки 2 и роликами 5, 6, 3 сворачивается но снирали так, что ее кромки сходятся встык в точке а и свариваются сварочиой головкой 4.
Холостые ролики 5 н 6 обеспечивают формовку с незанолпенпем внутренней поверхностн втуЛКИ, что позволяет корректировать схождение кромок в точке сварки.
Наличие внутреннего холостого ролика и элементов для удержания кромок трубной заготовки предотвраш,ает постепенное уменьшение диаметра трубы за счет принудителы-юго удержания кромки в пределах зазора б.
Регулируя положение наружного холостого ролика и угол Y выхода трубы, нолучают сварку кромок с превышением, не выХОДЯШ.ИМ за пределы толщины ленты п допуска на диаметр трубы, что нриводит к повышению точности труб по диаметру при формовке из серповидной ленты.
ТакИлМ образом, данное устройство иозволяет изготавливать тонкостенные трубы со снира.тьным швом нз серповидной ленты, причем трубы имеют повышенную точность по диаметру. Кроме того, в результате отсутствия распора ленты во втулке процесс сварки идет более стабильно, а возможное гь брака но сварке сушествепио уменьП1ается.
Ф о р м } л а изобретения
1.Устройство для формовки тонкостенных труб со сниральным швОМ, содержагцее наиравляющую нроводку и формовочную втулку с установленными в ней элементами для удержания кромок трубной заготовки, отличающееся тем, что, с целью иовышення качества труб, изготавливаемых из сериовидной лепты путем стабилизации диаметра последних, оно снабЖСио наружным и внутренними холостыми роликами, устаноВЛеииыми в зоне подачи ле1ггы под углом 15-30° к плоскости, проходящей через точку сварки и иродольную ось трубы, и раеноложеппыми с разных сторон от упомянутой плоскости, а элементы для удержания кромок трубной заготовки установлены в формовочной втулке но спирали.
2.Устройство по п. 1, отличающееся тем, что элементы для удержания кромок трубно заготовки вынолнены в виде роликои.
Источинки информации, принятые во внимание нри экснертизе
1.Авторское свидетельство СССР JNo 354414, кл. В 21С 37/12, 1971.
2.Авторское свидетельство СССР N° 279560, кл. В 21С 37/12, 1968.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для формовки тонкостенных труб со спиральным швом | 1982 |
|
SU1017402A2 |
| Формовочное устройство для производства спиральношовных труб | 1980 |
|
SU880547A1 |
| Устройство для сварки в среде защитных газов | 1978 |
|
SU859073A1 |
| Формовочная втулка для изготовления спиральношовных труб | 1980 |
|
SU1142191A1 |
| Устройство для формовки труб со спиральным швом | 1986 |
|
SU1321501A1 |
| Способ изготовления спиральношовных труб большого диаметра | 1981 |
|
SU1069899A1 |
| Кромкогибочная клеть трубоформовочного стана | 1980 |
|
SU889183A1 |
| Формовочное устройство для изготовления тонкостенных спиральношовных труб | 1973 |
|
SU455769A1 |
| СПОСОБ И СТАН ДЛЯ ПРОИЗВОДСТВА СВАРНЫХ ПРЯМОШОВНЫХ ТРУБ | 2013 |
|
RU2546951C2 |
| Устройство для формовки спиральношовных сварных труб | 1981 |
|
SU1026886A1 |
сриъ. 2
