С/)
№
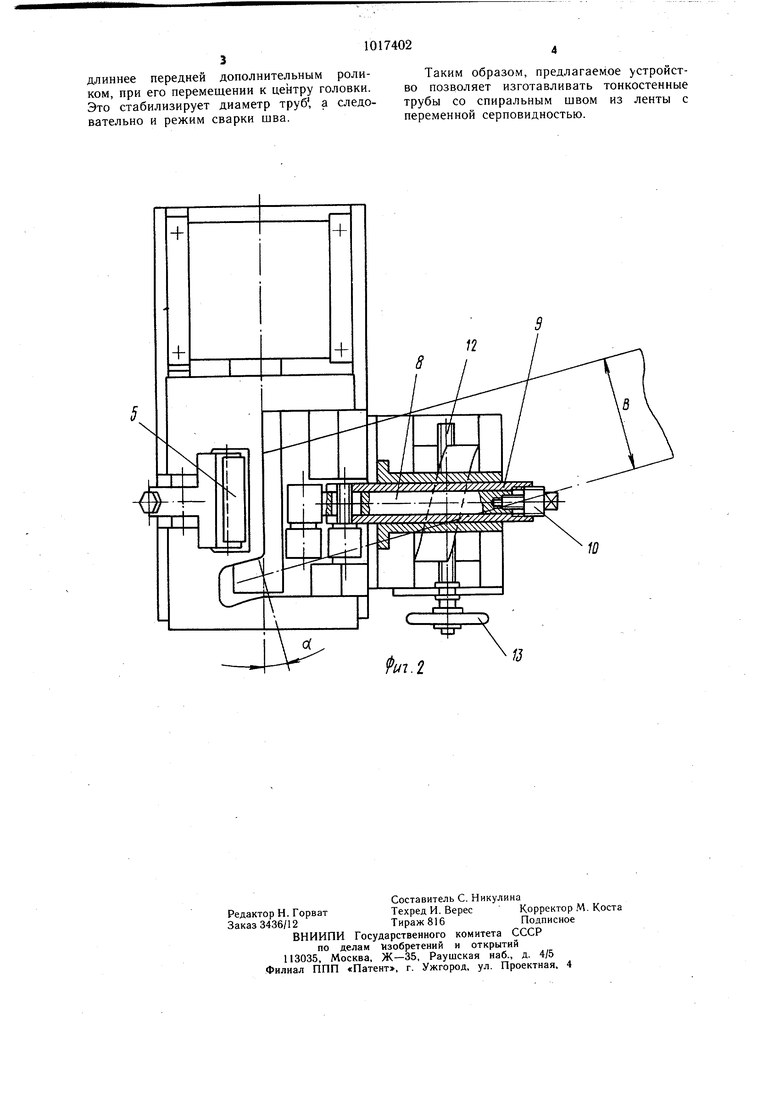
г; Изобретение относится к обработке металлов давлением, в частности к трубному производству. По основному авт. св. № 634808, известно устройство для формовки тонкостенных труб со спиральным швом, содержащее направляющую проводку и формовочную втулку с установленными в ней элементами для удержания кромок трубной заготовки, выполненными в виде роликов. Устройство снабжено наружным и внутренним холостыми роликами, установленными в зоне подачи ленты под углом 15-30° к плоскости, проходящей через точку сварки и продольную ось трубы, и расположенными с разных сторон от упомянутой плоскости, а элементы для удержания кромок трубной заготовки установлены в формовочной втулке по спирали 1. Недостатком указанного устройства является то, что оно не обеспечивает качества труб, изготавливаемых из металлической ленты с переменной серповидностью. Это обусловлено тем, что внутренний холостой ролик, воздействующий на заднюю кромку, позволяет управ тять схождением кромок ленты при серповидности ее только в одну сторону путем растяжения задней кромки, когда она короче передней, т. е. обеспечивает растяжение ленты после того, когда зазор между кромкой и роликом полностью выбран. В случае появления противоположной по направлению серповидности выбор зазора и соответствующее сжатие кромок осуществить невозможно, так как внутренний ролик не имеет возможности передавать на кромку сжимающие усилия. Цель изобретения - повыщение качества труб, изготавливаемых из ленты с переменной серповидностью. Поставленная цель достигается тем, что устройство для формовки тонкостенных труб со спиральным щвом снабжено дополнительным наружным роликом, установленным параллельно внутреннему холостому ролику, и механизмом совместного перемещения наружного дополнительного и внутреннего роликов, в плоскости, перпендикулярной осям роликов. На фиг. 1 изображено устройство для формовки тонкостенных труб со спиральным швом, вид спереди; на фиг. 2 - то же, в плане. Устройство содержит направляющую проводку 1 и формовочную втулку 2 с установленными в ней по спирали направляющими роликами 3, размещенную в круглом сварном корпусе 4. На корпусе укреплены отгибающие валки 5, регулирующий холостой внутренний ролик 6 и дополнительный наружный ролик 7. Регулирующие ролики расположены в механизме для их совместного перемещения, выполненном, например, в виде сдвоенной штанги, состоящей из внутренней 8 и внешней 9 щтанг, соединенных с винтом 10. В нижней части сдвоенной штанги расположен клин 11, соединенный с винтом 12, на конец которого насажен маховик 13. Устройство работает следующим образом. Лента 14 через направляющую проводку поступает внутрь формовочной втулки под углом л и роликами сворачивается по так, что кромки ее сходятся встык и в точке схождения свариваются. Перед началом работы во время настройки узла ролики 6 и 7, размещенные на штангах при помощи винта, регулируют по толщине ленты так, чтобы ролик б касался задней кромки исходной ленты изнутри трубы, а ролик 7 - снаружи. Если лента не имеет серповидности или если серповидность имеет допустимые ,пределы, то вращением маховика 13 ролики 6 и 7 устанавливают в нейтральное положение. При прохождении участка серповидной ленты с серповидностью, которая увеличивает сварочный зазор, задняя кромка ленты короче передней и ее необходимо растя Вращением маховика перемещается клин, который заставляет сдвоенную штангу двигаться от центра формующего устройства и при помощи ролика 6 растягивать заднюю кромку. При прохождении участка исходной ленты с серповидностью, уменьшающей сварочный зазор, задняя кромка длиннее передней и ее необходимо сжать. Вращением маховика в обратную сторону сдвоенную штангу передвигают к центру формующего устройства и рол ком 7 сжимают заднюю кромку. дополнительного наружного ролика 7 позволяет регулировать схождение кромок не только путем растяжения задней ленты, как при наличии одного внутРаннего холостого ролика, нб и путем ежатия задней кромки ленты, если она длиннее передней. При работе устройства повышение качества труб, изготавливаемых из ленты с перемещенной серповидностью путем стабилизации диаметра труб, происходит потому, что кроме внутреннего холостого ролика (основное изобретение), растягивающего заднюю кромку ленты при серповидности. которая увеличивает сварочный зазор, когда задняя кромка короче передней, устройство снабжено дополнительным наружным роликом. Наличие дополнительного наружного ролика в устройстве способствует тому, что к точке сварки кромки ленть подходят с Л 1инимально возможным превыщением и с минимальным сварочным зазором за счет сжатия задней кромки ленты, когда она
длиннее передней дополнительным роликом, при его перемещении к центру головки. Это стабилизирует диаметр труб , а следовательно и режим сварки шва.
Таким образом, предлагаемое устройство позволяет изготавливать тонкостенные трубы со спиральным швом из ленты с переменной серповидностью.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для формовки тонкостенных труб со спиральным швом | 1977 |
|
SU634808A1 |
| Устройство для формовки труб со спиральным швом | 1986 |
|
SU1321501A1 |
| Формовочно-сварочный узел стана высокочастотной сварки спиральношовных труб внахлестку | 1983 |
|
SU1281318A1 |
| Устройство для формовки спиральношовных сварных труб | 1981 |
|
SU1026886A1 |
| Способ изготовления спиральношовных труб большого диаметра | 1981 |
|
SU1069899A1 |
| Формовочное устройство для производства спиральношовных труб | 1980 |
|
SU880547A1 |
| Способ изготовления спирально-шовных труб | 1986 |
|
SU1389898A1 |
| Устройство для формовки спиральношовных труб | 1982 |
|
SU1017403A1 |
| Устройство для изготовления спиральношовных труб | 1980 |
|
SU935155A1 |
| Формовочная втулка для изготовления спиральношовных труб | 1980 |
|
SU1142191A1 |
УСТРОЙСТВО ДЛЯ ФОРМОВКИ ТОНКОСТЕННЫХ ТРУБ СО СПИРАЛЬНЫМ ШВОМ по авт. св. № 634808, отличающееся тем, что, с целью повышения качества труб, изготавливаемых из ленты с переменной серповидностью, оно снабжено дополнительным наружным роликом, установленным параллельно внутреннему холостому ролику, и механизмом совместного перемеш1ения наружного дополнитель- . ного и внутреннего роликов в плоскости, перпендикулярной осям роликов.
| t | |||
| Устройство для формовки тонкостенных труб со спиральным швом | 1977 |
|
SU634808A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
