1
Известен способ производства спиральношовных труб, включающий в себя правку полосы, обрезку ее продольных кромок, подачу полосы в фор.мовочное устройство, формовку и сварку труб.
Однако в известном способе обрезка продольиых кромок дисковыми ножницами калибрует полосу ио ширине, не устраняя ее ребровую кривизну. При наличии у полосы серповидности (ребровой кривиз 1ы) кромки поступают в форлювочное устройство под разпыми углами, и длины совмещаемых кромок на иротяжении одного витка ие одинаковы. Это парушает стабильность процесса формовки и вынуждает корректировать угол задачи полосы для поддержания в заданных пределах зазора между свариваемыми кромками. Корректировка угла формовки, а также совмещение в сварном соединении смежных кромок разиой длины неизбежно приводит к измеиеппю диаметра трубы и иревыщению кромок.
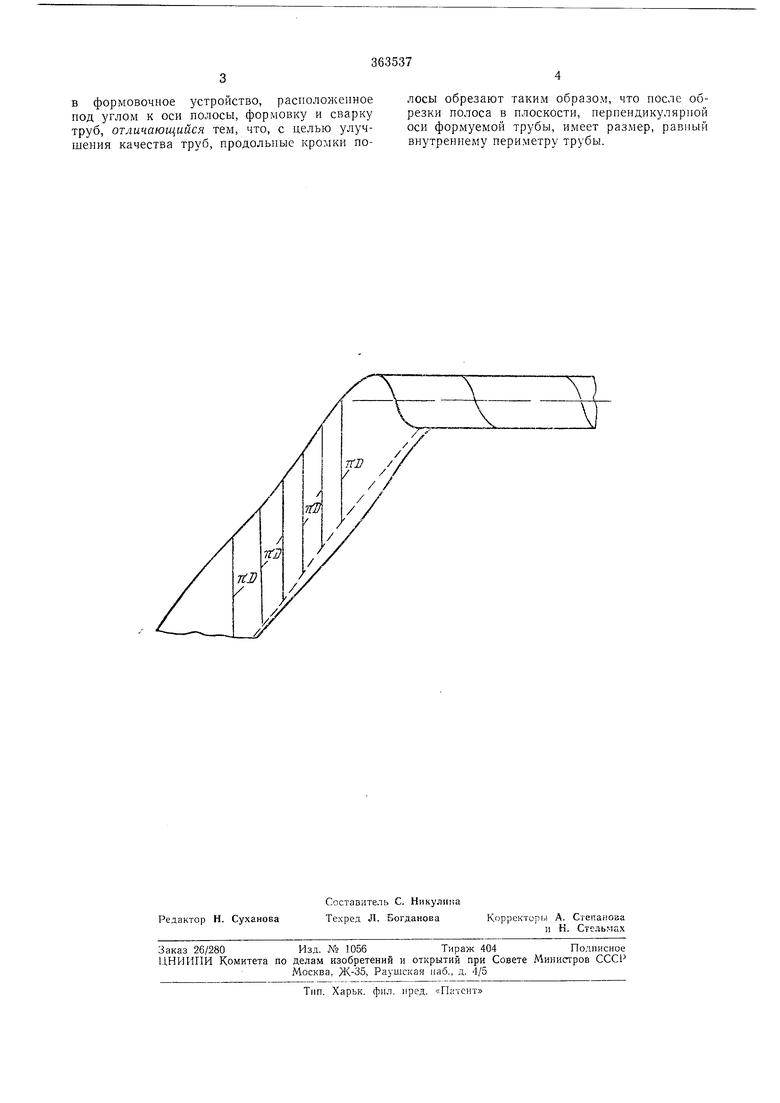
Для улучщеиия качества сварных труб ио предлагаемому способу продольные кромки полосы обрезают таким образом, что после обрезки полсса в плоскости, перпеидикул.чрной оси формуемой трубы, и.меет , равиый внутреннему периметру трубы.
Описываемый способ поясняется чертежом.
Обрезку продольных кролюк полосы осуидествляют следующим образом.
Принимая профиль одной из кромок за базовый, строят профпль другой кромки. Для этого на развериутой полосе проводят систему параллельных линий под углом 90° к оси трубы, откладывают вдоль этих ,1ииий от базовой кромки длины ПД и соединяют полученные точки плавной кривой. У полосы, обрезанной таким образом, совмещающиеся при формовке элементарные участки кромок поступают в формовочное устройство под одинаковы.ми углами.
В связи с тем. что радиусы кривизны сов eщaющиxcя участков одииаковы, формовка труб происходит стабильно, без превышений кромок и изменений диаметра труб.
При производстве труб по это.му способу кривизна одной продольной кромкн с оиределениым с.мещеиием ио длиие иолосы строго повторяет кривизну другой. При этом ширииа полосы иа сериовидиых участках после обрезки непостояииа и прп формовке этого учасгка шаг спирали изменяется от витка к витку.
Предмет изобретения
Способ пропзводства спиральпощовных
труб, включающий в себя правку полосы, об30 резку ее продольных кромок, подачу полосы
в формовочное устрорютво, расположенное под углом к оси полосы, формовку и сварку труб, отличающийся тем, что, с целью улучшения качества труб, продоль} ые кромки полосы обрезают таким образом, что после обрезки полоса в плоскости, перпендикулярной оси формуемой трубы, имеет размер, равный внутреннему периметру трубы.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ производства спиральношовных труб | 1975 |
|
SU531590A2 |
| Способ изготовления сварных замкнутых профилей | 1989 |
|
SU1764907A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СВАРНЫХ ПРЯМОШОВНЫХ ТРУБ | 1993 |
|
RU2040988C1 |
| Способ изготовления спиральношовных труб большого диаметра | 1981 |
|
SU1069899A1 |
| СПОСОБ ФОРМОВКИ СПИРАЛЬНОШОВНЫХ ТРУБ | 1968 |
|
SU208655A1 |
| Линия подготовки ленты трубосварочного агрегата | 1980 |
|
SU912320A1 |
| Способ изготовления сварных цилиндрических изделий | 1980 |
|
SU910274A1 |
| Способ изготовления сварных прямошовных труб | 1977 |
|
SU692653A1 |
| СПОСОБ ФОРМОВКИ СПИРАЛЬНОШОВНЫХ ТРУБ | 1964 |
|
SU161681A1 |
| Способ производства сварных прямошовных труб | 1990 |
|
SU1754259A1 |