-1
Станок для сверления отверстий в деревянных деталях, преимущественно опор линий электропередач, включающий раму, подающий транспортер, сверлильные головки и привод, известен.
Однако при высверливании отверстий в крупногабаритных деталях круглого сечения такой станок не оОеспечивает высокого качества обработки, так как трудно достигнуть перпендикулярности относительно оси детали, а также параллельности отверстий друг к другу.
Предложенная конструкция станка позволяет механизировать процесс разметки и сверления отверстий на деталях разных типов.
Достигается это тем, что сверлильные головки закреплены на каретках, установленных с возможностью перемещения но направляющим рамы станка. С двух сторон подающего транспортера смонтированы опоры, на которых установлены щаблоны в виде поворотных вокруг осей труб.
Поверхность этих труб разделена на секторы, соответствующие деталям определенного типа.
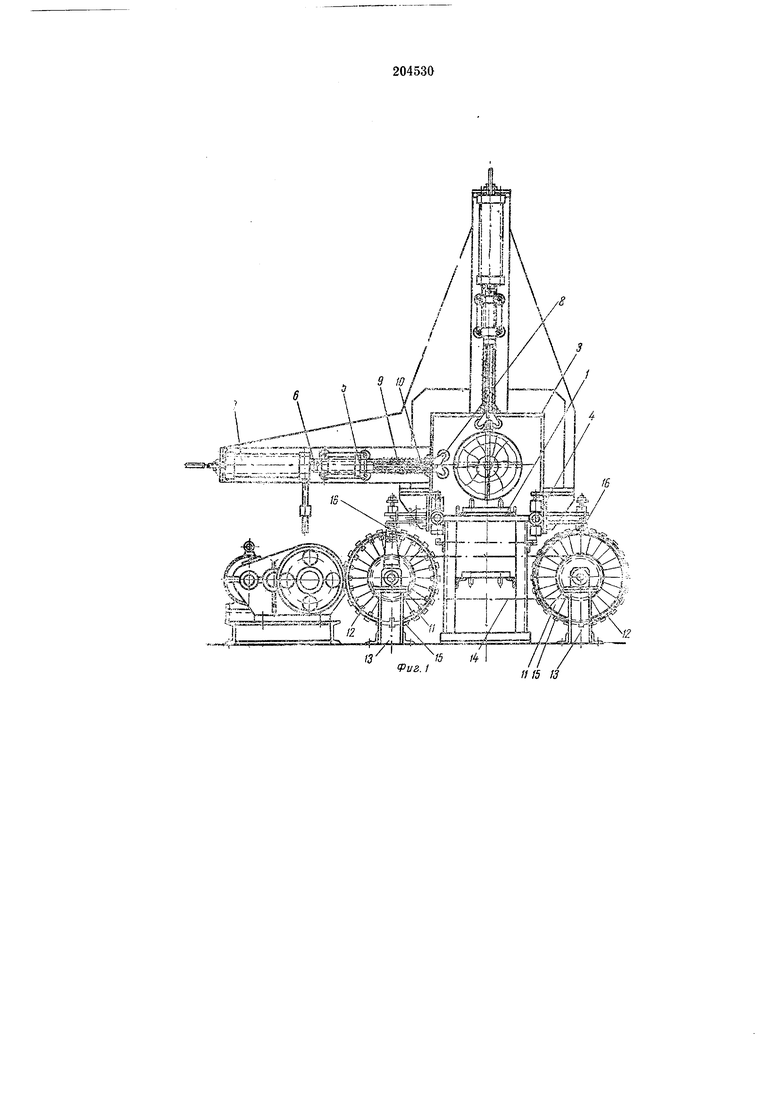
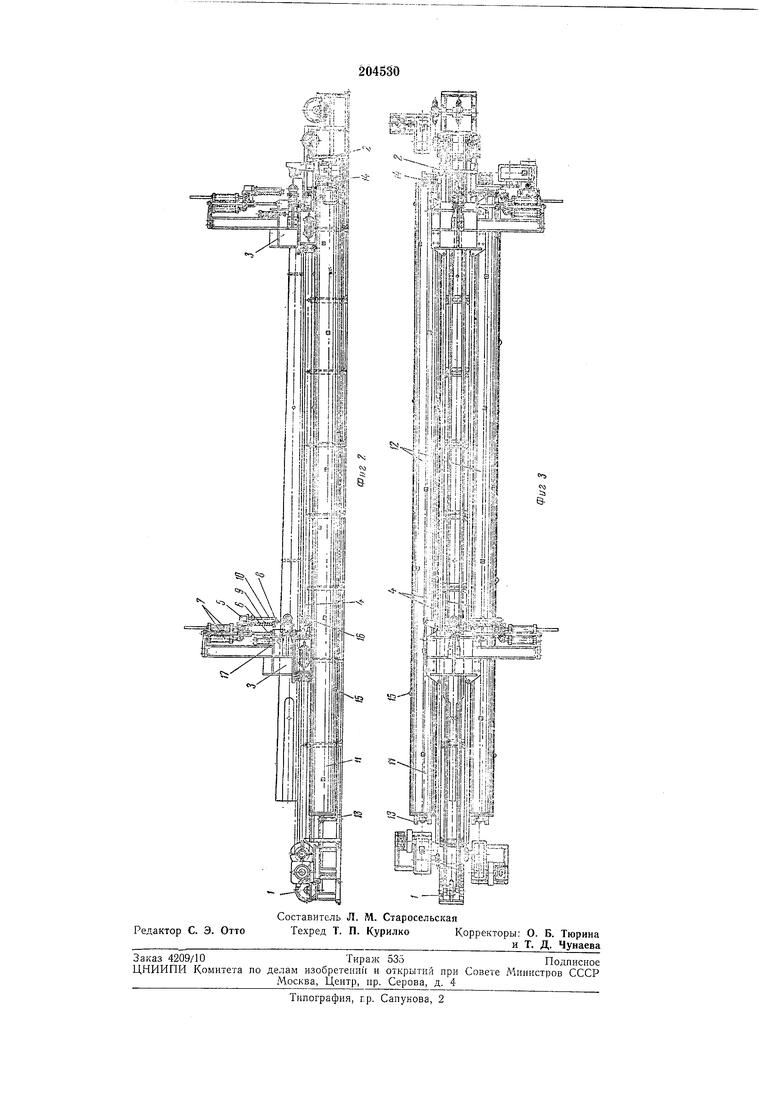
с танак для сверления отверстий включает цепной транспортер /, но которому подаются детали на обработку и убираются после оораиотки; пневмомеханический унор 2, служащии для остановки детали и оазовои поверхности для ее обраоотки; механизированные каретки 3, имеющие приводы для их продольного неремещения над обрабатываемой деталью но, направляющим 4, жестко установленным на раме цепного транспортера 1Механизированные каретки оборудованы сверлильными головками о, размещенными в одной плоскости относительно поперечного сечения обраоатываемой детали и под, например, прямым углом друг к другу относительно оси обрабатываемой детали.
Сверлильные головки, установленные на направляющих 6, которые шарнирно укреплены на каретках J, имеют возможность
ориентироваться относительно оси обрабатываемой детали несмотря на возможную ее кривизну. Ориентация и сверление осуществляются с помощью пневмоцилиндров и гидравлических демпферов /, рычагов центрации с пружинами 9 консольно выдвинутых вместе с инструментом 10 относительно направляющих 6. Шаблоны // служат средством управления операциями сверления отверстий, представляют собой две трубы J2,
между собой бесконечной цепью 14. Окружности труб 12 разбиты на секторы, каждый из которых представляет собой шаблон определенного типа детали. На каждом секторе пэ длине трубы имеются выступы 15, являющиеся копирами, предназначенными для остановки .:в этом , месте кареток 3 и последующего сверления отверстий в какой-либо плоскости, например, в вертикальной или горизонтальной. Выступов 15 по всей длине трубы 12 столько, сколько требуется просверлить отверстий. Универсальные шаблоны предназначены для сверления отверстий в деталях, поступающих на обработку комлем вперед и назад, т. е. левый шаблон включается в работу когда деталь поступает комлем назад, а правый - когда деталь поступает комлем вперед. Можно также специализировать шаблоны - левый для сверления вертикальных отверстий, а правый для горизонтальных. Благодаря применению шаблонов 11 оказалось возможным производить сверление любого числа отверстий и в любом расположении на всех закодированных типах деталей.
Настройка на другой типоразмер детали заключается в повороте шаблонов // вокруг осей и вывода в рабочее положение секторов, на которых закодирована деталь, поступившая на обработку.
Работа станка осуществляется в следующей последовательности. Оператор нажатием кнопки включает цепной транспортер /, по которому очередная известного типа деталь поступает на обработку. В это же время он дает команду приводу шаблонов // для установки в рабочее положение секторов с кодом поступившего типа детали. При достижении
деталью упора 2 срабатывает конечный выключатель, выключается привод цепного транспортера / и одновременно дается команда приводам кареток 3 для перемещения их
к местам сверления отверстий. Остановка кареток, зажим детали, ориентация инструмента и сверление отверстий осуществляются при нажатии коиечных выключателей 16 кареток 3 выступами 15 шаблонов 11. Процесс сверления контролируется конечными выключателями и производится автоматически. После окончания сверления и вывода инструмента в исходное положение происходит освобождение детали от зажимов 17 и очередное перемещение кареток 3 к следующим, местам сверления. После окончания обработки оператор отводит упор 2 и заменяет обработанную деталь новой. Цикл повторяется в той же последовательности.
Предмет изобретения
Станок для сверления отверстий в деревянных деталях, преимущественно опор линий
электропередач, включающий раму, подающий транспортер, сверлильные головки и привод, отличающийся тем, что, с целью механизации разметки и сверления отверстий на деталях разных типов, сверлильные головки
закреплены на каретках, установленных с возможностью перемещения по направляющим рамы станка, а с двух сторон от подающего транспортера смонтированы опоры, на которых установлены шаблоны в виде поворотных вокруг осей труб, имеющих поверхность, разделенную на секторы, соответствующие деталям олределенного типа.
т
d
irVVmr it-.f Г М .
/ ImK //1mf
/4
. /
/ ///5 13
| название | год | авторы | номер документа |
|---|---|---|---|
| Агрегат для обработки деревянных опор линий электропередач | 1981 |
|
SU933458A1 |
| Агрегат для обработки деревянныхдЕТАлЕй ОпОР лиНий элЕКТРОпЕРЕдАч | 1979 |
|
SU812575A1 |
| КООРДИНАТНО-СВЕРЛИЛЬНЫЙ СТАНОК ДЛЯ СВЕРЛЕНИЯ | 1968 |
|
SU210614A1 |
| Агрегатный станок | 1982 |
|
SU1042957A1 |
| Установка для обработки отверстий в крупногабаритных деталях | 1989 |
|
SU1708540A1 |
| АВТОМАТИЗИРОВАННАЯ ЛИНИЯ ДЛЯ ПРОИЗВОДСТВА ИЗДЕЛИЙ ИЗ БРУСА | 1995 |
|
RU2103162C1 |
| ЭЛЕКТРОМЕХАНИЧЕСКОЕ УСТРОЙСТВО ПРОГРАММНОГОУПРАВЛЕНИЯ | 1968 |
|
SU221463A1 |
| Автоматическая линия штамповки деталей из рулонного материала | 1989 |
|
SU1625565A1 |
| Станок для сверления отверстий в криволинейных балках | 1977 |
|
SU738779A1 |
| СТАНОК ДЛЯ СБОРКИ НАГЕЛЬНЫХ ЩИТОВ | 1973 |
|
SU379500A1 |