Известна пневмогидравлическая струйная цифровая система программного управления металлорежущими станками с подкадровым считыванием сигнала с перфоленты, в которой преобразование сигнала в цепях управления осуществляется элементами струйной техники, а на выходе применен гидропривод.
Для повышения надежности и уменьшения статических и динамических ошибок, обеспечения работоспособности в случае воздейстВИЯ магнитных полей и вибрации, а также при колебаниях температуры в предлол енную систему программного управления металлорежущими станками введены: для ввода программы с перфоленты - бесконтактное пневматическое струйное считывающее устройство с покадровым считыванием с перфоленты абсолютных значений управляемого параметра по старт-стопному принципу; для снятия информации в цепи обратной связи о фактическом положении исполнительного органа- бесконтактный пневматический струйный преобразователь угла поворота в цифровой пневматический код; для обработки информации - однотактный вычислительный блок сравнения с дополнительными и нефункциональными усилителями и для вывода результатов обработки информации на исполнительный орган - следящий релейный пневмогидравлический преобразователь с повышенной япной нечувствительности.
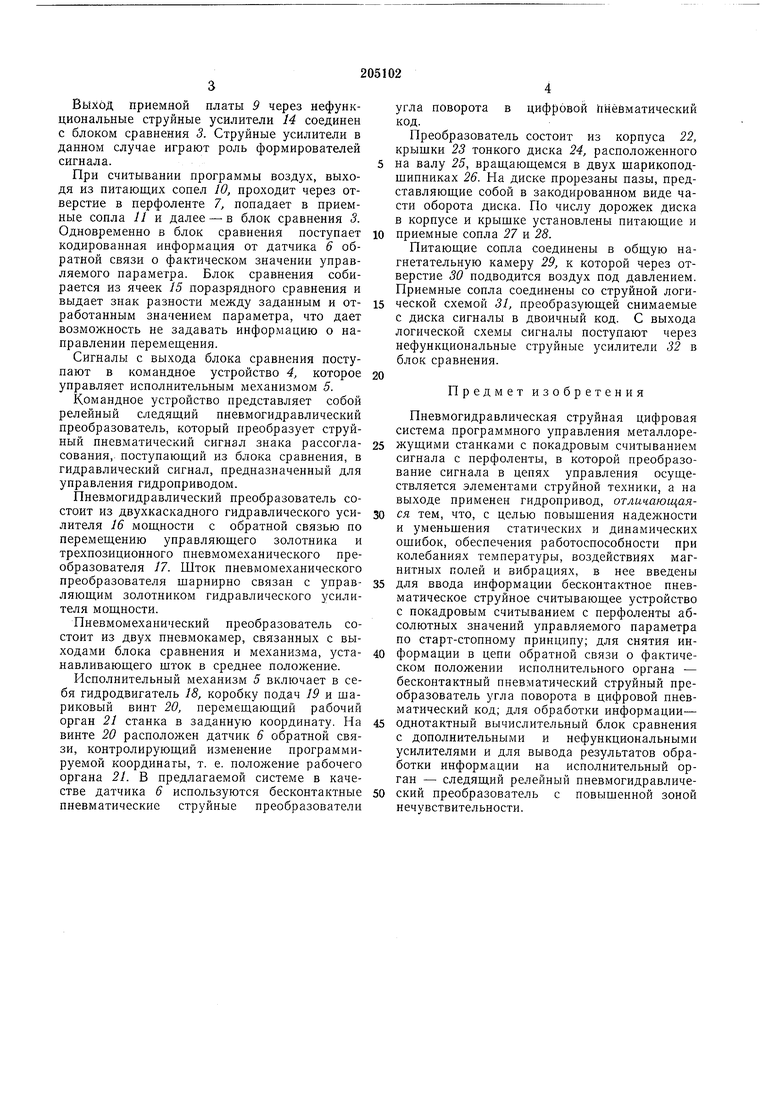
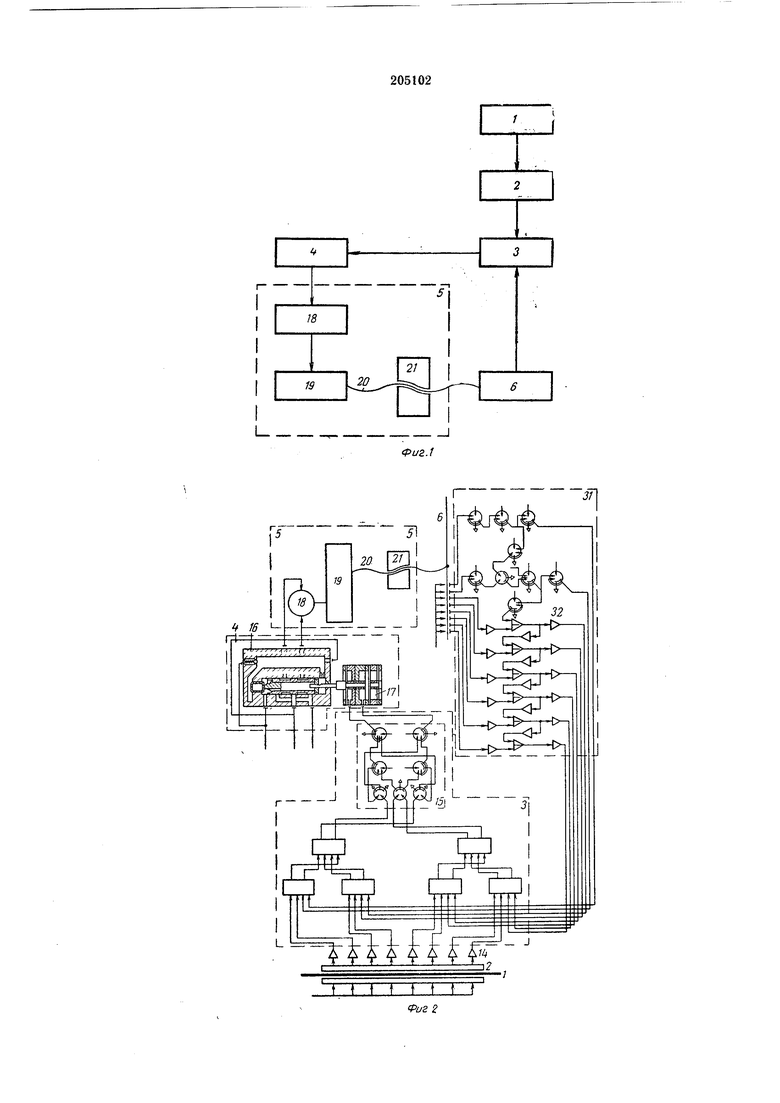
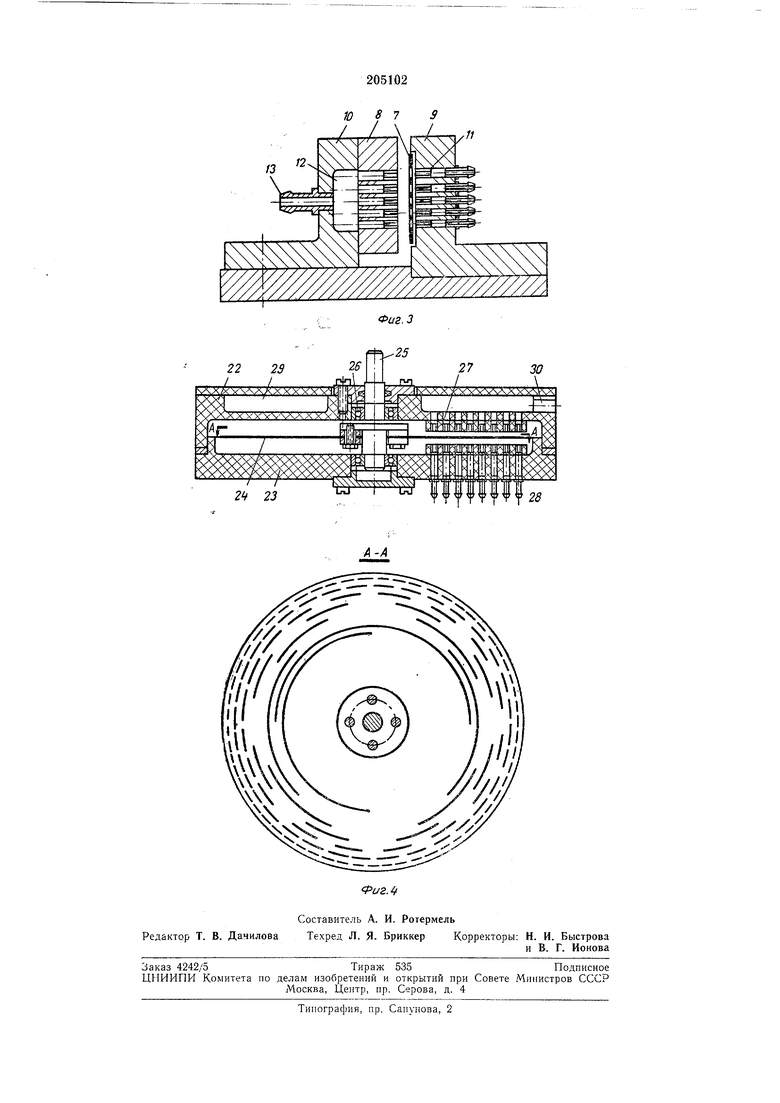
На фиг. 1 изображена структурная схема пневмогидравлической системы программного управления металлорежущими станками; на фиг. 2 - то же, функциональная схема; на фиг. 3 - бесконтактное пневматическое струйное считывающее устройство; на фиг. 4 бесконтактный нневматический струйный преобразователь.
Система состоит из устройства 1 ввода программы, бесконтактного пневматического струйного считывающего устройства 2, однотактного вычислительного блока сравнения 3, командного устройства 4 и исполнительного механизма 5 с датчиком 6 обратной связи.
Система работает следующим образом. Программа работы станка, представляющая собой информацию о требуемом значении управляемого параметра кодируется на перфоленте 7, которая при помощи устройства / ввода программы подается в бесконтактное пневматическое струйное считывающее устройство 2. Последнее имеет питающую и приемную платы 8 и Р. В соответствии с полным кадром перфоленты в обеих платах просверлены отверстия определенного диаметра, представляющие собой питающие и приемные сопла 10 и 11.
Выход приемной платы 9 через нефункциональные струйные усилители 14 соединен с блоком сравнения 3. Струйные усилители в данном случае играют роль формирователей сигнала.
При считывании программы воздух, выходя из питающих сопел 10, проходит через отверстие в перфоленте 7, попадает в приемные сопла 11 и далее - в блок сравнения 3. Одновременно в блок сравнения поступает кодированная информация от датчика 6 обратной связи о фактическом значении управляемого параметра. Блок сравнения собирается из ячеек 15 поразрядного сравнения и выдает знак разности между заданным и отработанным значением параметра, что дает возможность не задавать информацию о направлении перемещения.
Сигналы с выхода блока сравнения поступают в командное устройство 4, которое управляет исполнительным механизмом 5.
Командное устройство представляет собой релейный следящий пневмогидравлический преобразователь, который преобразует струйный пневматический сигнал знака рассогласования, поступающий из блока сравнения, в гидравлический сигнал, предназначенный для управления гидроприводом.
Пневмогидравлический преобразователь состоит из двухкаскадного гидравлического усилителя 16 мощности с обратной связью по перемещению управляющего золотника и трехпозиционного пневмомеханического преобразователя 17. Шток пневмомеханического преобразователя шарнирно связан с управляющим золотником гидравлического усилителя мощности.
Пневмомеханический преобразователь состоит из двух пневмокамер, связанных с выходами блока сравнения и механизма, устанавливающего шток в среднее положение.
Исполнительный механизм 5 включает в себя гидродвигатель 18, коробку подач 19 и шариковый винт 20, перемещающий рабочий орган 21 станка в заданную координату. На винте 20 расположен датчик 6 обратной связи, контролирующий изменение программируемой координаты, т. е. положение рабочего органа 21. В предлагаемой системе в качестве датчика 6 используются бесконтактные пневматические струйные преобразователи
угла поворота в цифровой Пневматический код.
Преобразователь состоит из корпуса 22, крышки 23 тонкого диска 24, расположенного
на валу 25, вращающемся в двух шарикоподшипниках 26. На диске прорезаны пазы, представляющие собой в закодированном виде части оборота диска. По числу дорожек диска в корпусе и крышке установлены питающие и
приемные сопла 27 и 28.
Питающие сопла соединены в общую нагнетательную камеру 29, к которой через отверстие 30 подводится воздух под давлением. Приемные сопла соединены со струйной логической схемой 31, преобразующей снимаемые с диска сигналы в двоичный код. С выхода логической схемы сигналы поступают через нефункциональные струйные усилители 32 в блок сравнения.
Предмет изобретения
Пневмогидравлическая струйная цифровая система программного управления металлорежущими станками с покадровым считыванием сигнала с перфоленты, в которой преобразование сигнала в цепях управления осуществляется элементами струйной техники, а на выходе применен гидропривод, отличающаяся тем, что, с целью повышения надел ности и уменьшения статических и динамических ошибок, обеспечения работоспособности при колебаниях температуры, воздействиях магнитных полей и вибрациях, в нее введены
для ввода информации бесконтактное пневматическое струйное считывающее устройство с покадровым считыванием с перфоленты абсолютных значений управляемого параметра по старт-стопному принципу; для снятия информации в цепи обратной связи о фактическом положении исполнительного органа - бесконтактный пневматический струйный преобразователь угла поворота в цифровой пневматический код; для обработки информации-
однотактный вычислительный блок сравнения с дополнительными и нефункциональными усилителями и для вывода результатов обработки информации на исполнительный орган - следящий релейный пневмогидравлический преобразователь с повышенной зоной нечувствительности.
/3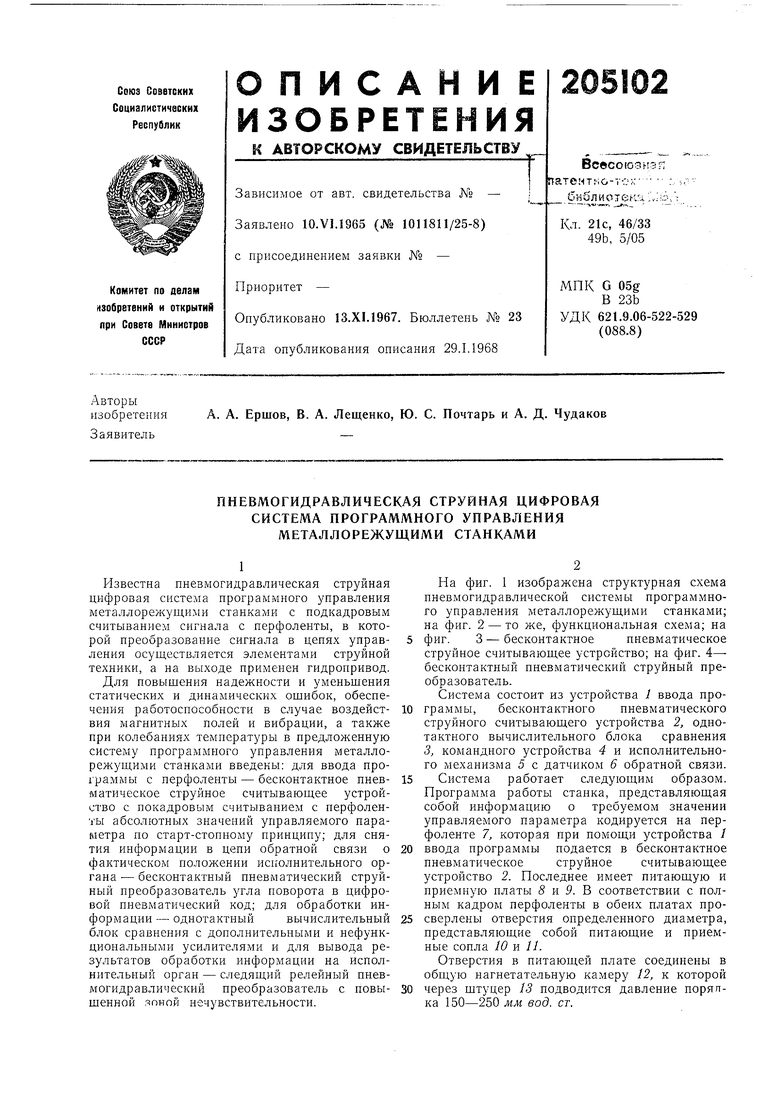
| название | год | авторы | номер документа |
|---|---|---|---|
| ЦИФРОВАЯ ПНЕВМОГИДРАВЛИЧЕСКА: ПРОГРАММНО-СЛЕДЯЩАЯ СИСТЕМА | 1971 |
|
SU428359A1 |
| ПНЕВМОГИДРАВЛИЧЕСКОЕ СТРУЙНОЕ ЦИФРОВОЕ УСТРОЙСТВО ДЛЯ ПРОГРАММНОГО УПРАВЛЕНИЯ | 1968 |
|
SU209565A1 |
| ПНЕВМОГИДРАВЛИЧЕСКАЯ СИСТЕМА ПОЗИЦИОННОГОУПРАВЛЕНИЯ | 1972 |
|
SU343254A1 |
| СТРУЙНОЕ УСТРОЙСТВО ЦИФРОВОГО ПРОГРАММНОГОУПРАВЛЕНИЯ | 1971 |
|
SU314195A1 |
| Струйная система программного управления | 1972 |
|
SU473159A1 |
| ПНЕВМАТИЧЕСКОЕ КОМАНДНОЕ УСТРОЙСТВО | 1970 |
|
SU276513A1 |
| Пневматический командоаппарат | 1975 |
|
SU572765A1 |
| Струйное устройство числового программного управления | 1972 |
|
SU484503A1 |
| Пневмогидропреобразователь | 1974 |
|
SU524929A1 |
| Следящий привод | 1976 |
|
SU636423A1 |
22 23
30
