Изобретение относится к области производства детале сложной конфигурации из ироволоки на гибочных автоматах, в частности к производству специального пружинного шплинта.
Известные автоматы для изготовления деталей сложной конфигурации содержат приводимые в действие через механическую систему от соответствующих кулачков расиределительного вала механизмы подачи, отрезки, гибки, закрутки и рихтовки.
Предложенный автомат конструктивно выполнен проще, более компактней, осуществляет закрутку проволоки по спирали н позволяет повысить ироизводигельпость за счет то10, что механизм закрутки и механизм рихтозки снабжены индивидуальными пиевмоцилиндрами, взаимодействующими с кулачками распределительного вала, а механизм закрутки проволоки выполнен в виде охватывающей 1ИТОК его пневмоцилиндра втулки е закрепленным на ее торце формующим пальцем, и.меющей возможность возвратно-вращательного движепия посредством промел уточной реечноП1естеренчатой передачи и устаиовленной по
отношению к ЩТОКу НОД острым углом ДЛУ1
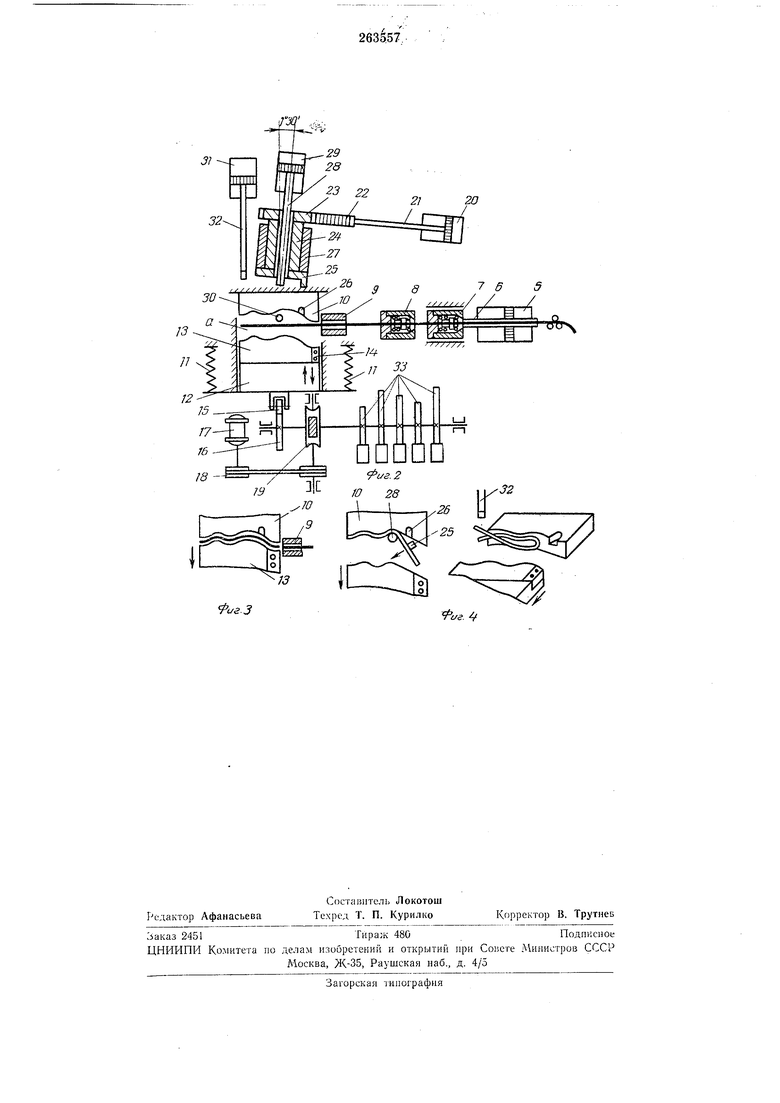
сообщения формующему пальцу впнтовото движепия, компенсирующего упругую деформацию закручивания. Предлагаемый станок схематически представлен на чертежах: на фиг. 1 приведена схема расположения механизмов автомата в аксонометрической ироекции; на фиг. 2 - кинематическая схема автомата; на фиг. 3 показана гибка профиля, например, шплинта; па фиг. 4 - соответственно операция закрутки п операция рихтовки пшлиита.
Предлагаемый автомат состоит из следующих механизмов, осуществляюи1их цикл изготовлепия детали: подачи проволоки /, отрезки и гибки профиля 2, реечного механизма накрутки 3 и механизма рихтовки детали 4. В механизм подачи проволоки (фиг. 2) входят ппевмоцилиндры 5 с пустотелым щтоком 6, через который проходит проволока, подающаг; шариковая цанга 7, закрепленная па концо 1птока, и зажимная шариковая цаига 8. Ход нггока 6 отрегулироваи таким образом, что автоматически обесиечивается необходимая
длина заготовки шплинта.
Механизм отрезки и гибки профиля шплинта состоит из втулки 9, матрицы 10, возвратных иружин 11 и иодвижного иолзуна 12, на котором крепятся пуансон 13, нож 14 н роЛПК 15. Через ролик 15 этот механизм связан с приводным устройством, включаюн им в себя кулачок 16, электродвигатель /7, клипоременную передачу /8 и червячную пару 19.
poro закреплена рейка 22, входящая в зацепление с шестерней 23. Шестерня жестко связана со втулкой 24, в нижней части кото рой закреплен формующий палец 5, являющийся основным рабочим органом. В исходном положении палец 25 находится в специальном пазу 26 матрицы W.
Так как проволока пружинная, то для обеспечения качественной закрутки нальцу 25 сообщается движение по винту. Движение пи винту обеспечивается тем, что кронштейн 27, в котором вращается втулка 24 с пальцем 25, устанавливается не соосно со щтоком, а под острым углом к нему, например в ГЗО.
Шток 28 пневмодилиндра 29 служит для фиксации положения гнутого профиля заготовки, для чего он заходит в отверстие 30 матрицы 10.
Механизм рихтовки представляет co6oi i иневмоцилиндр 31 со щтоком 32, на кинце ко торого навинчен наконечник.
Для распределения воздуха в заданной последовательности станок-автомат имеет систему профильных кулачков 33, закрепленных на распределительном валу, и блок пневмокранов, которые воздухопроводами соединяются с пневмоцилиндрами.
Работа автомата осуществляется следующим образом. При поступлении воздуха в пневмоцилиндры в заданной последовательности иод действием его давления приводятся в движение рабочие органы.
Первая операция - подача проволоки на мерную длину из бухты через рихтовалиные ролики осуществляется подающей цангой 7 при рабочем ходе пустотелого щтока 6 иневмоцилинда 5. Далее проволока через зажимную щариковую цангу 8 и втулку 9 подается в зону щтамповки а (фиг. 2).
При обратном ходе щтока цанга 8 зажимает проволоку, исключая возможность выхода ее из зоны щтамповки а. Ползун 12 получает поступательное движение через ролик 1} от кулачка 16, который, в свою очередь, получает вращение от электродвигателя 17 через клиноременную передачу 18 и червячную пару 19.
При этом производится отрезка заготовки, а пуансоном 13 и матрицей 10 почти одновременно осуществляется гибка профиля детали (фиг. 3).
При дальнейщем вращении кулачка 16 ролик 15 скатывается с последнего и ползун 12 под действием сжатых пружин 11 возвращается в исходное полонхение. Этим заканчивается вторая операция.
В третьей операции происходит фиксация профилированной заготовки и закрутка ее по винту (фиг. 4). Фиксация заготовки производится наконечником щтока 28 пневмоцилинд5 ра 29, который заходит в отверстие 30, прижимая ее к матрице 10. При этом положении профилированной заготовки щплинта рейка 22 сообщает щестерие 23 вращательное движение, которое через ступицу 24 передается фор10 мующему пальцу 25.
Палец 25, вращаясь по винту, производит закрутку щплинта вокруг щтока 28, после чего шток и палец возвращаются в ис.ходное положение при обратном ходе щтоков 21 и 28,
15 соответственно ппевмоцилиндров 20 и 29.
Учитывая пружинные свойства материала, закрутка производится с перекрытием концов детали. При этом получается - один конец щплинта несколько выще другого.
0 Заключительная, четвертая оиерация,- рихтовка, выполняется щтоком 32, который в момент подачи воздуха в пневмоцилиндр 31, опускаясь, выравнивает оба конца щилинта, после чего щток возвращается в исходное положение, а готовая деталь из рабочей зоны выдувается воздухом, поступающим от пневмокрана в специально для этого предназначенную трубку. Затем из распределительного механизма воздух подается в пневмоцилиндр 0 5, и цикл повторяется снова. Предложенный автомат может найти иримеиение на мащиностроительных заводах, изготавливающих детали сложной конфигуращш из проволоки.
Предмет .изобретения
Автомат для изготовлеиия деталей сложной конфигурации из проволоки, содержащий приводимые в действ-ие от соответствующих кулачков распределительного вала механизм закрутки и механизм рихтовки, отличающийся тем, что, с целью повыщен.ия производительности, механизм закрутки и механизм рихтовки снабжены индивидуальным.и иневмоцилиндрами, взаимодействующими с кулачками распределительного вала, причем механизм закрутки выполнен в виде охватывающе щток его пневмоцилиндра втулки с закрепленным на ее торце формующим пальцем, имеющей возможность возвратно-вращательного движения посредством промежуточной реечношестеренчатой передачи и установленной по стпощению к щтоку под острым углом для сообщения формующему пальцу винтового дви жения, компенсирующего упругую деформацию закручивания.
2О
. 
| название | год | авторы | номер документа |
|---|---|---|---|
| Автомат для изготовления изделий из проволоки | 1973 |
|
SU440193A1 |
| Автомат для отрезки и гибки проволочных деталей | 1979 |
|
SU874246A1 |
| УСТРОЙСТВО ДЛЯ УСТАНОВКИ ПРОВОЛОЧНЫХ КОНТАКТОВ НА МОНТАЖНЫЕ ПЛАТЫ | 1971 |
|
SU301885A1 |
| Ротационно-обжимное устройство | 1977 |
|
SU742024A1 |
| Автомат для изготовления из проволоки изделий различной конфигурации | 1972 |
|
SU478659A1 |
| Автомат для ударной конденсаторной сварки | 1988 |
|
SU1549705A1 |
| Гибочно-штамповочный автомат | 1983 |
|
SU1139551A1 |
| Многопозиционный высадочный автомат | 1977 |
|
SU732063A1 |
| Автомат для изготовления изделий из проволоки типа шплинтов | 1982 |
|
SU1093380A1 |
| Устройство для гибки из проволоки изделий типа шплинтов | 1973 |
|
SU482230A1 |