Изобретение относится к области обработки металлов давлением и может быть использовано при накатке резьбы.
Известно загрузочное устройство к станкам для накатки резьбы двумя роликами, один из которых установлен на бабке, имеющей автоматический цикл движений, содержащее бункер с подводящим лотком, питатель и отводящий лоток-склиз. Питатель выполнен в виде сепаратора с продольными пазами, поворачиваемого силами трения от вала одного из ролИКов и фиксируемого при перемещениях бабки со вторым резьбонакатным роликом.
Однако известное устройство имеет сложную конструкцию.
Упрощение конструкции предлагаемого устройства обеспечивается за счет того, что привод питателя выполнен в виде двух регулируемых закрепленных на подвижной бабке упоров, а питатель выполнен в виде ползуна с пазами, связанного с подпружиненным подающим рычагом, взаимодействующим с одним из упоров, при этом фиксатор выполнен в виде подпружиненной защелки, входящей в паз ползуна и контактирующей со вторым упором.
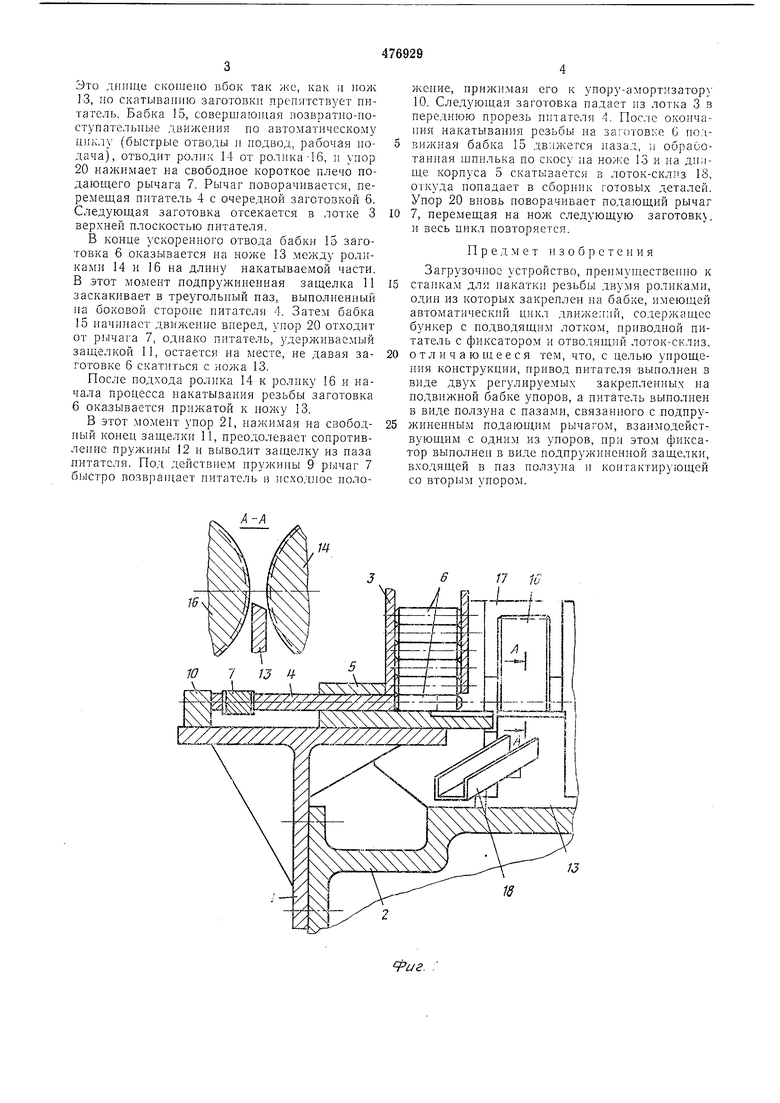
Па фиг. 1 дано предлагаемое устройство и разрез по А--А; на фиг. 2 - питатель и разрез по Б-Б.
Загрузочное устройство смонтировано на кронштейне 1, закрепленном на станине 2 накатного станка, и состоит из бункера накопителя, заканчивающегося вертикальным лотком 3, который расположен над питателем 4. Последний размещается в пазу корпуса 5 и имеет в передней части вырез, но длине и щирине соответствующий размерам необрабатываемой части заготовки 6.
В паз на заднем конце питателя 4 входит головка подающего рычага 7, который установлен на оси 8 на кронщтейне 1 и под воздействием пружины 9 прижимает питатель ic упору-амортизатору 10.
На кронщтейне 1 в вырезе корпуса 5 находится новоротная защелка И, прижимаемая
плоской пружиной 12 к боковой поверхности питателя 4.
Питатель установлен по центру жесткого ножа 13 со скосом, направленным в сторону накатного ролика 14, находящегося на подвижной бабке 15, второй ролик 16 находится на ненодвижной бабке 17. Со стороны ролика 14 ниже уровня ножа установлен отводящий лоток-склиз 18. На подвил ной бабке 15 закреплена колодка 19 с регулируемыми упорами 20 и 21.
Устройство работает следующим образом. В исходном положении бабки 15 и 17 сведены, питатель 4 прижат к упору-амортизатору 10, и в его прорези находится очередная
0 заготовка 6, лежащая на днище корпуса 5.
Это днище скошено вбок так же, как и лож 13, ;io скатыванию заготовки препятствует питатель. Бабка 15, совершающая позвратпо-поступательлые движения по автоматическому циклу (быстрые отводы и подвод, рабочая подача), отводит ролик 14 от ролика-16, п упор 20 нажимает на свободное короткое плечо подающего рычага 7. Рычаг поворачивается, перемещая питатель 4 с очередной заготовкой 6. Следующая заготовка отсекается в лотке 3 верхней плоскостью питателя.
В конце ускоренного отвода бабки 15 заготовка 6 оказывается на ноже 13 между роликами 14 и 16 на длину накатываемой части. В этот момент подпружиненная защелка 11 заскакивает в треугольный паз, выполненный на боковой стороне питателя 4. Затем бабка 15 начинает движение вперед, упор 20 отходит от рычага 7, однако питатель, удерживаемый защелкой 11, остается на месте, не давая заготовке 6 скатиться с ножа 13.
После подхода ролика 14 к ролику 16 и начала процесса накатывания резьбы заготовка 6 оказывается прижатой к ножу 13.
В этот момент упор 21, нажимая на свободный конец защелки 11, преодолевает сопротивление пружииГ)Г 2 и выводит занделку из паза питателя. Под действием иружииы 9 рычаг 7 быстро возвран1ает питатель в исходное полоА-А
жеиие, прижимая его к упору-амортизатор 10. Следующая заготовка падает нз лотка 3 в пере/ипою прорезь питателя 4. После окончания накатывания резьбы на заготовке G но.чвижная бабка 15 движется )1азад, и обработанная шпилька по скосу па ноже 13 и на днище корпуса 5 скатывается в лоток-скл 1з 18, откуда попадает в сборннк готовых деталей. Упор 20 вновь новорачивает подающий рычаг 7, перемещая на следующую заготовку, и весь цикл повторяется.
Предмет и з о б р е т е ii и я
Загрузоч юе устройство, преи.муи1ественно к станкам для накатки резьбы двумя роликами, один из которых закреплен на бабке, имеющей автоматический цикл движений, содержащее бункер с подводящим лотком, приводной питатель с фиксатором и отводящий лоток-склиз, о т л и ч а ю ид ее с я тем, что, с целью уирощения конструкции, привод питателя выполнен в внде двух регулируемых закрепленных на иодвнжной бабке упоров, а питатель выполнен в виде ползуна с пазами, связанного с подпружиненным подаюпдим рычагом, взаимодействующим с одним из упоров, ири этом фиксатор выполнен в виде подпружиненной защелки, входящей в паз ползуна н контактируюидей со вторым упором.
/J
/
1 7 в
/7
№ 15
| название | год | авторы | номер документа |
|---|---|---|---|
| Резьбонакатной станок | 1989 |
|
SU1680424A1 |
| Устройство для загрузки заготовок | 1988 |
|
SU1532167A1 |
| Станок-автомат для накатывания резьбы | 1980 |
|
SU889244A1 |
| Резьбонакатный станок для деталей с головками | 1989 |
|
SU1697957A1 |
| Загрузочное устройство к резьбонакатному станку | 1988 |
|
SU1632595A1 |
| Двухроликовый резьбонакатнойАВТОМАТ | 1979 |
|
SU841741A1 |
| Устройство для подачи заготовок | 1988 |
|
SU1555030A1 |
| Загрузочное устройство к резьбонакатным станкам | 1980 |
|
SU942937A1 |
| Резьбонакатной автомат | 1981 |
|
SU1006009A1 |
| Автоматический резьбонакатный станок | 1980 |
|
SU948507A1 |

