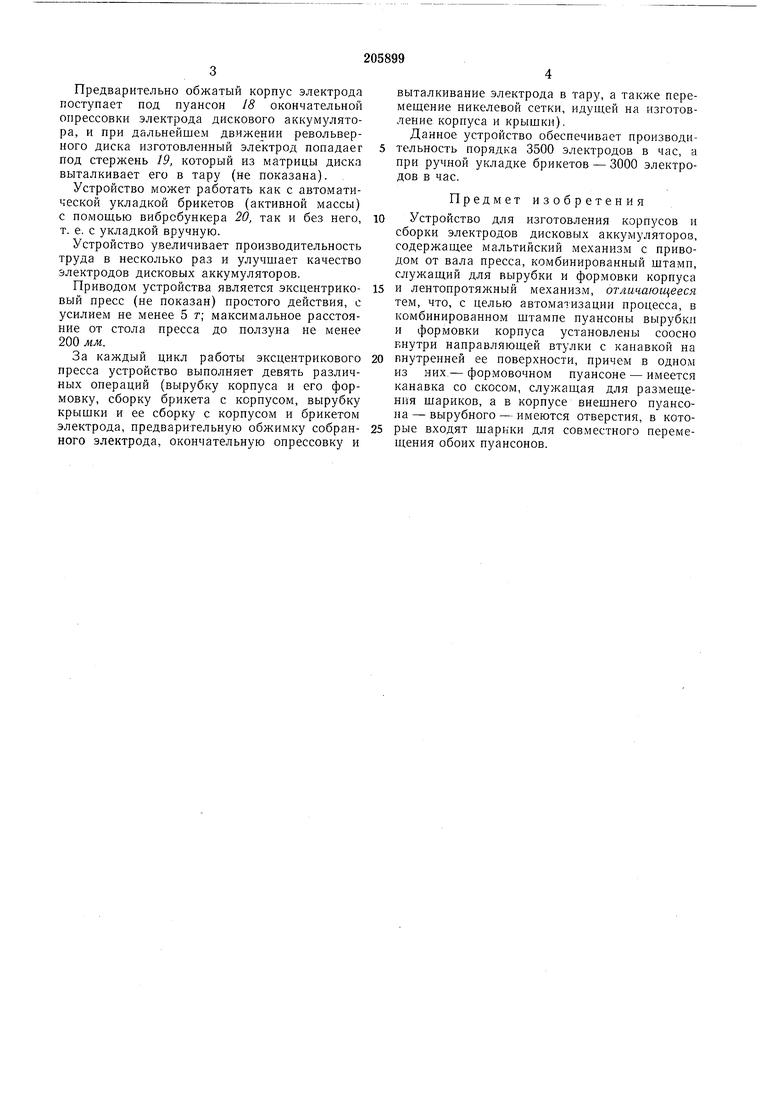
Известные устройства для изготовления корпусов и сборки электродов дисковых аккумуляторов, содержаидие мальтийский механизм с приводом от вала пресса, комбинированный штамп для вырубки и формовки корпуса, и лентопротяжный механизм, не обеспечивают автоматизации процесса изготовления и сборки. Цель настоящего изобретения - осуш.ествление автоматизации процесса сборки электродов дисковых аккумуляторов. Это достигается тем, что в комбинированном штампе пуансоны вырубки и формовки корпуса установлены соосно внутри направляющей втулки, на внутренней поверхности которой имеется канавка; в формовочном пуансоне предусмотрена канавка со скосом для размещения шариков, а в корпусе внешнего вырубного пуансона - отверстия, в которые входят шарики для совместного перемещения обоих пуансонов. На фиг. 1 показан общий вид предложенного устройства; на фиг. 2 - разрез, по Л-Л на фиг. 1. Перед включением устройства со сменной (сматывающей) бобины 1 никелевую сетку заправляют в зазор 2 комбинированного щтампа ( и закрепляют между валками 4. При включении иресса (на чертежах не показан) барабан 5 мальтийского механизма поворачивает револьверный диск 6. Пуансоны 7 и 8 вырубки и формовки корпуса комбинированного штампа начинают одновременно двигаться вниз до тех пор пока щарики 9 скосом канавки 10. формовочного пуансона не вдавятся в канавку направляющей втулки 11. После этого пуансон 7 вырубки корпуса прекращает движение вниз, а пуансон 8 формовки продолжает опускаться, а выдавливая корпус электрода (не показан), который через матрицу 12 попадает в матрицу 13 револьверного диска 6. При пуансона 8 вверх шарики 9, находящиеся в отверстиях пуансона 7 и частично в канавке направляющей втулки 11, под действием пружины 14 частично выдавливаются снова в канавку пуансона 8, и далькейщее движение обоих пуансонов вверх происходит совместно. По окончании перемещения обоих пуансонов вверх револьверный диск подает вырубленный корпус электрода на следующую операцию - укладку в него брикета 15 (активной массы). При дальнейшем врашении револьверного диска корпус электрода с брикетом 15 подается под пуансон 16 вырубки крышки электрода, затем пуансон обжимки 17 предварительно обжимает полученный корпус электрода.
Предварительно обжатый корпус электрода поступает под пуансон 18 окончательной опрессовки электрода дискового аккумулятора, и при дальнейшем движении револьверного диска изготовленный электрод попадает под стержень 19, который из матрицы диска выталкивает его в тару (не показана).
Устройство может работать как с автоматической укладкой брикетов (активной массы) с помощью вибрсбункера 20, так и без него, т. е. с укладкой вручную.
Устройство увеличивает производительность труда в несколько раз и улучшает качество электродов дисковых аккумуляторов.
Приводом устройства является эксцентриковый пресс (не показан) простого действия, с усилием не менее 5 г; максимальное расстояние от стола пресса до ползуна не менее 200 мм.
За каждый цикл работы эксцентрикового пресса устройство выполняет девять различных операций (вырубку корпуса и его формовку, сборку брикета с корпусом, вырубку крышки и ее сборку с корпусом и брикетом электрода, предварительную обжимку собранного электрода, окончательную опрессовку и
выталкивание электрода в тару, а перемещение никелевой сетки, идущей на изготовление корпуса и крышки).
Данное устройство обеспечивает производительность порядка 3500 электродов в час, а при ручной укладке брикетов - 3000 электродов в час.
Предмет изобретения
Устройство для изготовления корпусов и сборки электродов дисковых аккумуляторов, содержащее мальтийский механизм с приводом от вала пресса, комбинированный штамп, служащий для вырубки и формовки корпуса
и лентопротяжный механизм, отличающееся тем, что, с целью автоматизации процесса, в комбинированном щтампе пуансоны вырубки и формовки корпуса установлены соосно внутри направляющей втулки с канавкой на
внутренней ее поверхности, причем в одном из них.- формовочном пуансоне - имеется канавка со скосом, служащая для размещения шариков, а в корпусе внешнего пуансона - вырубного - имеются отверстия, в которые входят шарики для совместного перемещения обоих пуансонов.
| название | год | авторы | номер документа |
|---|---|---|---|
| Штамп совмещенного действия для формовки, пробивки, отбортовки и обрезки листовой заготовки | 1980 |
|
SU897339A1 |
| Комбинированный штамп для изготовления деталей из листовых заготовок | 1982 |
|
SU1055564A1 |
| Комбинированный штамп для вырубки, вытяжки, пробивки отверстий, формовки сферы и маркировки деталей малых диаметров за один ход ползуна | 1948 |
|
SU83017A1 |
| Штамп для изготовления цепочки | 1982 |
|
SU1094648A2 |
| Штамп-автомат для формообразования и сборки деталей | 1979 |
|
SU882683A1 |
| Штамп для вырубки и многопереходной вытяжки за один ход ползуна пресса | 1980 |
|
SU940929A1 |
| Комбинированный штамп для вырубкиКОНТуРА ВыТяжКи и гибКи бОРТОВ | 1978 |
|
SU799869A1 |
| Штамп для вырубки и многопереходной вытяжки | 1987 |
|
SU1459768A1 |
| Устройство для автоматического набора на роторный вал листов роторного железа | 1961 |
|
SU144220A1 |
| Комбинированный штамп для вырубки, вытяжки, формовки дна детали и пробивки отверстия | 1978 |
|
SU759179A1 |

/77 2 Ю П 13
us.2
