Известны сигнальные устройства металлорежущих станков, наиример, шлифовальных, фиксирующие начало врезания по изменяющимся параметрам мощности или тока двигателя щлифовального круга, светового излучения искры в момент резания и т. д.
Существенно новым в предложенном ройстве является применение в качестве родатчика пьезозлемента, консольно закрепленного на детали станка.
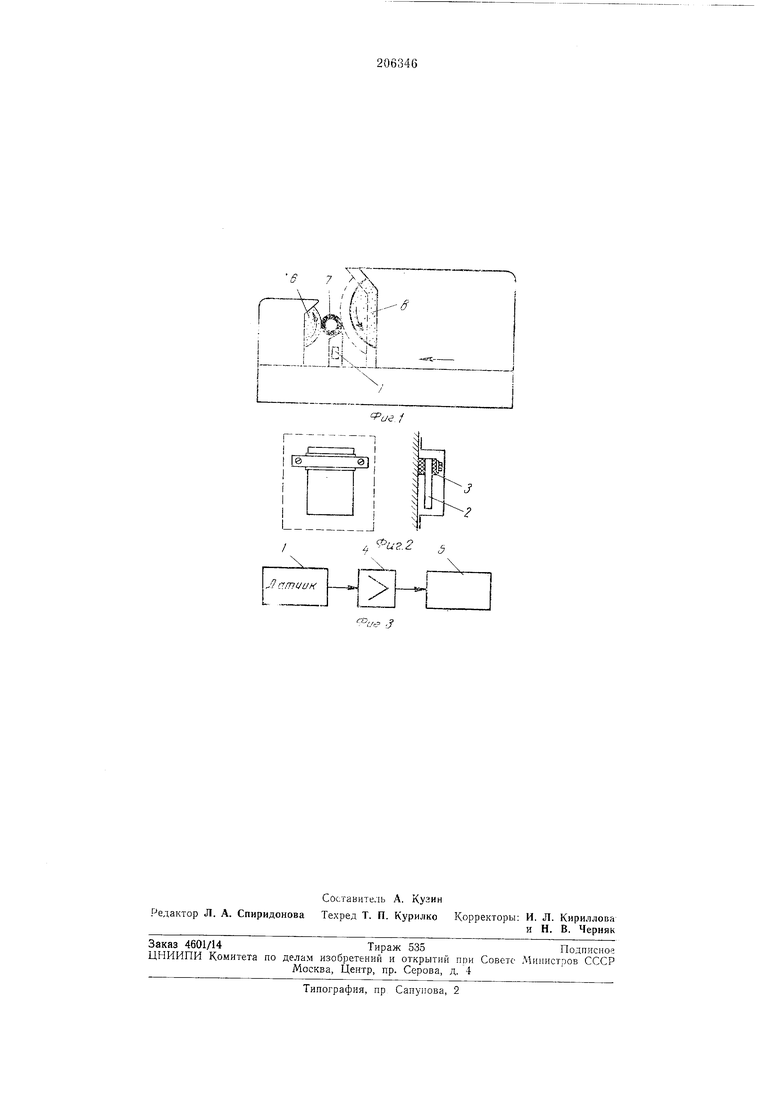
На фиг. 1 представлено сигнальное устройство, общий вид; на фиг. 2 - датчик: на фиг. 3 - блок-схема.
Сигнальное устройство состоит из датчика /, пьезоэлемепта 2, креиления 3 пьезоэлемента, усилителя 4, исполнительного устройства .). ведущего круга 6, обрабатываемой детали 7, шлифовального круга 8.
Пьезоэлсмент 2 закреплен с одного конца, второй конец свободен. При вибрации деталей станка закрепленный конец колеблется вместе с деталью 7, свободный конец колеблется от сил инерции, кристалл деформпруется и в датчике возникает электродвижущая сила от высокочастотных колебаний.
В момент касания шлифовального круга 8 обрабатываемой детали 7 возникают характерные вибрации деталей станка, которые воспринимаются датчиком /, закрепленным на детали станка, сигнал от датчика / поступает на усилитель 3 и на исполнительное устройство 5.
Описываемое сигнальное устройство при малых габаритах и простоте конструкции повышает чувствительность, быстродействие и надежность работы шлифовального станка.
Предмет изобретения
Сигнальное устройство к щлифовальному станку с фиксированным положением режупито инструмента, содержащее вибродатчик, усилитель напряжения и исиолнительный орган, отличающееся тем, что, с целью цовышенпя чувствительности к высокочастотным колебания.м станка, в качестве вибродатчика служит пьезоэлемент, консольно закрепленный на детали станка.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для определения момента касания детали режущим инструментом | 1982 |
|
SU1077768A1 |
| Способ контроля правки шлифовального круга алмазом | 1985 |
|
SU1355468A1 |
| Способ управления рабочим циклом поперечной подачи при шлифовании и устройство для его осуществления | 1985 |
|
SU1316800A1 |
| УСТРОЙСТВО ДЛЯ ОПРЕДЕЛЕНИЯ МОМЕНТА КАСАНИЯ ИНСТРУМЕНТА С ДЕТАЛЬЮ | 2003 |
|
RU2323815C2 |
| Способ управления плоским врезным шлифованием и устройство для его осуществления | 1978 |
|
SU753623A1 |
| Способ активного управления станком и устройство для его осуществления | 1985 |
|
SU1278181A1 |
| Способ плоского шлифования | 1984 |
|
SU1178566A1 |
| Станок для шлифования канавок | 1986 |
|
SU1433773A1 |
| Устройство для автоматического переключения привода бабки шлифовального станка | 1961 |
|
SU147632A1 |
| СИСТЕМА СТАТИЧЕСКОГО УПРАВЛЕИИЯ РАЗМЕРОМ ОБРАБАТЫВАЕМЫХ ИЗДЕЛИЙ ''''*^ - | 1970 |
|
SU272416A1 |