Изобретение относится к машиностроению и может быть использовано при обработке деталей на плоскошлифовальных станках в станкоинструментальной, приборостроительной и машиностроительной промышленности.
Цель изобретения - повышение точности обработки деталей на плоскошлифовальных станках путем компенсации погрешности закрепления.
На чертеже показана принципиальная схема устройства, реализующего предлагаемый способ.
Способ включает следуюш.ие операции: устанавливают обрабатываемую деталь на установочную поверхность приспособления, например магнитную плиту;закрепляют деталь, регистрируют деформацию установочной поверхности детали при ее закреплении в нескольких точках по длине детали; быстро подводят шлифовальный круг к обрабатываемой детали; снимают припуск при черновой подаче шлифовального круга на глубину; производят промежуточную выдержку после снятия припуска на черновой подаче; осуществляют съем припуска при чистовой подаче круга, при этом подают круг на глубину в зависимости от положения детали со столом на величину, равную деформации при закреплении детали в точке, находящейся под шлифовальным кругом; прекращают чистовое шлифование и переходят к выхаживанию; прекращают выхаживание; отводят щлифовальный круг.
Датчики 1-5 контактируют с установочной поверхностью детали 6 и соединены с командным блоком 7, который через усилитель 8 связан с исполнительным механизмом 9 подачи шлифовального круга 10. Датчиками 1-5 измеряют величину деформации установочной поверхности детали при ее закреплении на станке. При снятии припуска подают шлифовальный круг 10 на глубину в зависимости от положения детали, равную деформации при закреплении детали в точке, находящейся под шлифовальным кругом.
Пример. После установки детали на электромагнитной плите осуществляется регистрация деформации установочной поверхности детали при закреплении при помощи пяти индуктивных преобразователей, расположенных на рабочей поверхности электромагнитной плиты в центре и по краям. Замеренная величина деформации при закреплении изменяется по кривой второго порядка от нуля по краям до наибольщего значения в центре. Далее производится снятие основного припус ка на режимах чернового шлифования. После выдержки производится чистовое шлифование, в ходе которого изменяется при различных положениях детали со столом подача на величину, равную деформации при закреплении детали в точке, находящейся под шлифовальным кругом.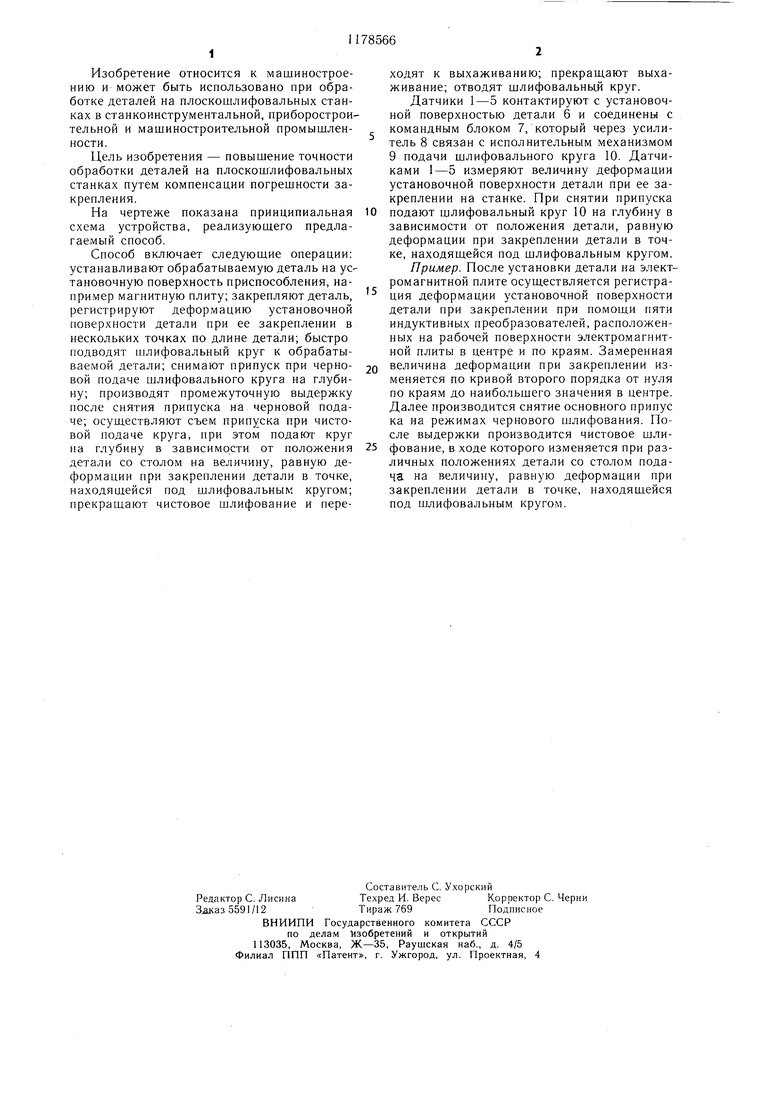
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ шлифования | 1980 |
|
SU948626A1 |
| Способ управления плоским шлифованием периферией круга в процессе черновой обработки | 1987 |
|
SU1548022A1 |
| СПОСОБ УПРАВЛЕНИЯ ПРОЦЕССОМ КРУГЛОГО ВРЕЗНОГО ШЛИФОВАНИЯ | 1990 |
|
RU2019384C1 |
| Способ изготовления деталей на плоскошлифовальных станках | 1987 |
|
SU1618591A1 |
| Способ изготовления деталей на плоскошлифовальных станках | 1989 |
|
SU1808660A1 |
| Способ адаптивного управления шлифовальным станком | 1984 |
|
SU1291379A1 |
| СПОСОБ ПЛОСКОГО ШЛИФОВАНИЯ | 1999 |
|
RU2162400C2 |
| Способ управления рабочим циклом поперечной подачи при шлифовании и устройство для его осуществления | 1985 |
|
SU1316800A1 |
| Способ адаптивного управления процессом врезного шлифования | 1977 |
|
SU779052A1 |
| Устройство управления рабочим циклом при врезном шлифовании | 1986 |
|
SU1400865A1 |
СПОСОБ ПЛОСКОГО ШЛИФОВАНИЯ, при котором деталь закрепляют на столе станка и обработку ведут с подачей круга на глубину в соответствии с величиной деформации детали, отличающийся тем, что, с целью исключения влияния на точность обработки погрешности закрепления, деформацию установочной поверхности детали измеряют при ее закреплении на станке, а подачу круга на глубину меняют постоянно на величину, равную деформации при закреплении детали в точке, находяшейся под шлифовальным кругом. (О 00 ел о О5
| Михелькевич В | |||
| Н | |||
| Автоматическое управление шлифованием | |||
| М.: Машиностроение, 1975, с | |||
| Топка с несколькими решетками для твердого топлива | 1918 |
|
SU8A1 |
| Способ шлифования | 1980 |
|
SU948626A1 |
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
