Известно устройство для закалки деталей, состоящее из загрузочного бункера, подающего устройства, индуктора и охлаждающего устройства, в которых охлаждающее устройство выполнено в виде дугообразной трубы с отверстиями для подачи воды на охлаждаемые детали под давлением 5-10 атм. Данное устройство не обеспечивает получения качественных деталей ввиду того, что при охлаждении деталей образуется паровая рубашка, что служит причиной образования трооститных пятен.
Предложенная установка лишена этого недостатка благодаря применению цилиндрических вращающихся валков, служащих для перемещения деталей Б процессе охлаждения и одновременно разрушающих паровую рубащку.
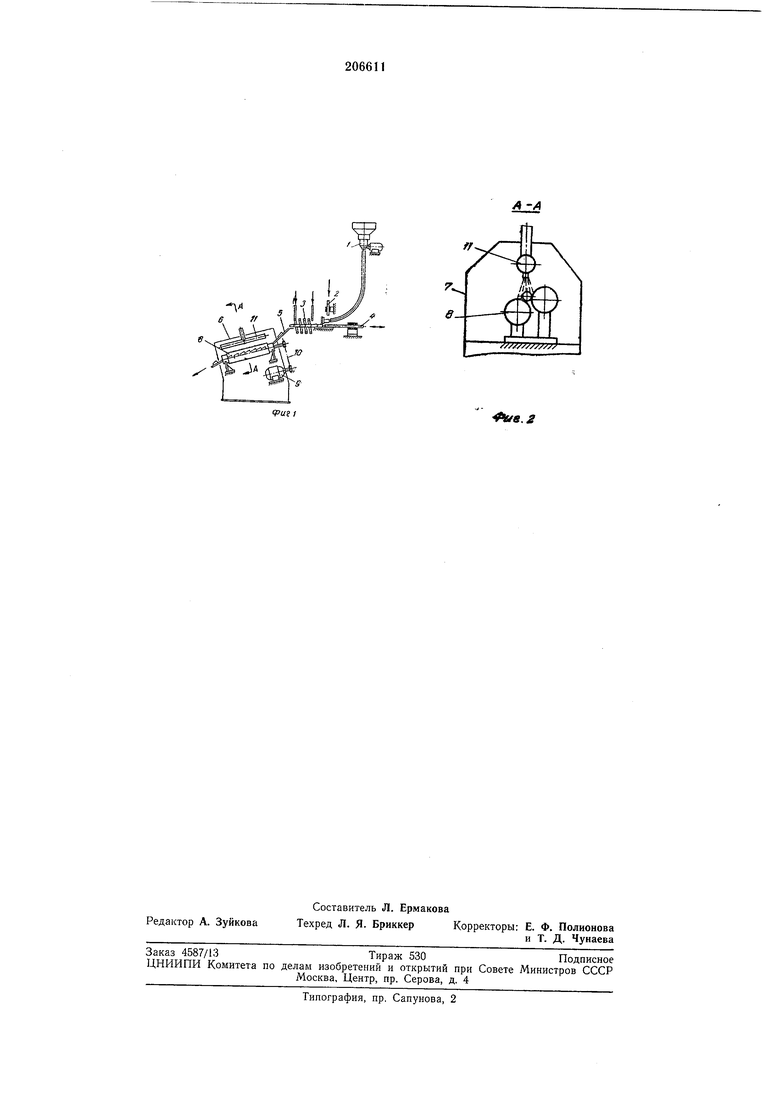
Ка фиг. 1 показан общий вид установки; па фиг. 2 - разрез по Л-А.
Установка состоит из загрузочного бункера /, подающего устройства 2, индуктора 3, механизма перемещения 4 деталей, направляющих лотков 5, охлаждающего устройства 6. Охлаждающее устройство состоит из корпуса 7, цилиндрических, вращающихся в одну сторону валков 8, соединенных с электродвигателем постоянного тока 9 клипоременной передачей 10. Валки расположены параллельno друг другу и под углом, например, 10-
15° к горизонтальной плоскости. Вращающиеся валки сообщают закаливаемым деталям вращательно-поступательное движение. Вода для охлаждения закаливаемых деталей поступает через щелевой спрейер //.
Работа установки осуществляется следующим образом. Детали из загрузочного бункера / подаются устройством 2 и механизмом перемещения 4 в индуктор 3, откуда по наклонным лоткам 5 поступают в охлаждающее устройство. В охлал дающем устройстве детали под действием своей собственной тяжести и усилия, которое оказывает на них падающая вода, нрижимаются к валкам 8.
Благодаря вращательно-ноступательпому движению деталей в охлаждающем устройстве паровая рубашка разрущается на всех стадиях ее образования за счет силы трения, возникающей между валками и деталями. Детали получают равномерное охлаждение, что обеспечивает отсутствие трооститных пятен.
Предмет изобретения
гстановка для закалки деталей, состоящая из загрузочного бункера, иидуктора, механизj.ia перемещения деталей и охлаждающего устройства, отличающаяся тем, что, с целью равномерного охлаждения закаливаемых деталей, охлаждающее устройство снабжено валками с приводом вращения.
А
ff
Фи8.2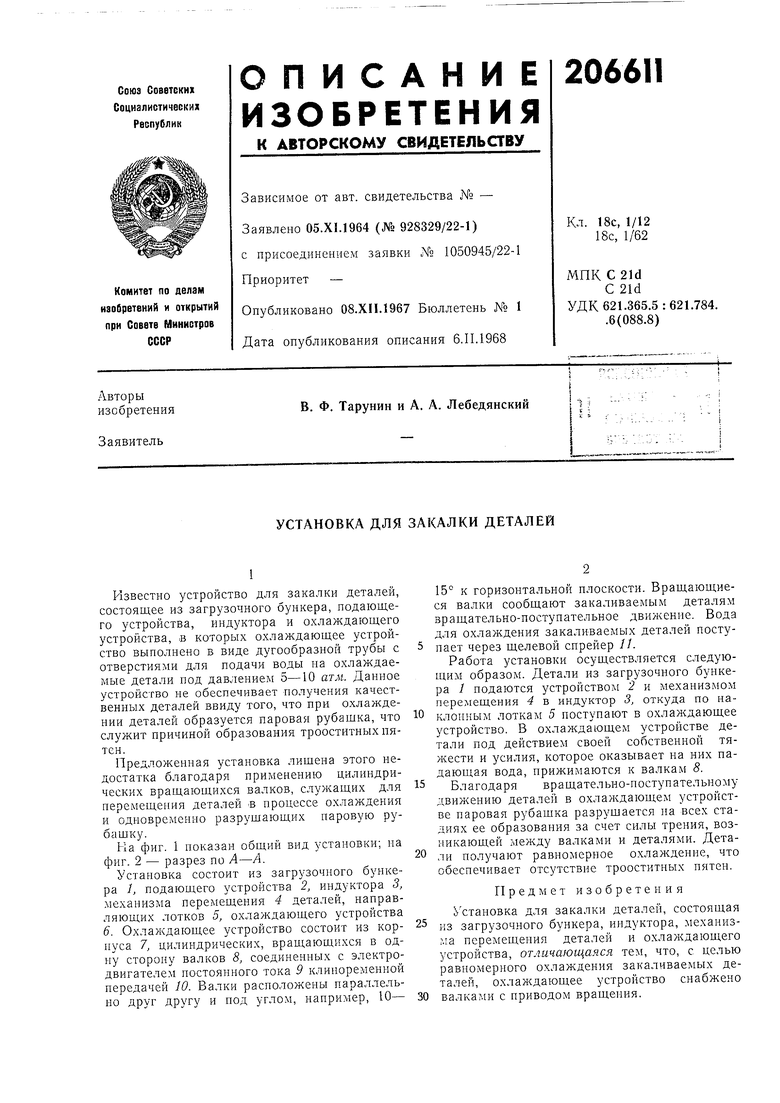
| название | год | авторы | номер документа |
|---|---|---|---|
| Автомат для закалки деталей типа колец | 1979 |
|
SU865933A1 |
| УСТРОЙСТВО ДЛЯ ЗАКАЛКИ ИЗДЕЛИЙ | 1968 |
|
SU231590A1 |
| Устройство для закалки изделий | 1980 |
|
SU1006504A1 |
| УСТАНОВКА ДЛЯ ИНДУКЦИОННОЙ ЗАКАЛКИ ДЕТАЛЕЙ | 1972 |
|
SU427062A1 |
| Установка для закаливания деталей | 1991 |
|
SU1826991A3 |
| Устройство для закалки деталей с нагревом токами высокой частоты Мазура В.И. | 1984 |
|
SU1196387A1 |
| АВТОМАТ ДЛЯ ПОСЛЕДОВАТЕЛЬНОЙ ЗАКАЛКИ И ОТПУСКА СТЕРЖНЕВЫХ ДЕТАЛЕЙ | 1968 |
|
SU206613A1 |
| Способ охлаждения внутренних цилиндрических поверхностей деталей | 1988 |
|
SU1632990A1 |
| СПОСОБ ТЕРМООБРАБОТКИ ШАРОВ С ПРОКАТНОГО НАГРЕВА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1996 |
|
RU2102505C1 |
| Автомат для поверхностной закалки цилиндрических деталей | 1985 |
|
SU1330177A1 |