Известен закалочный бак, в котором с целью загрузки, выдержки и выгрузки изделий, наклонно установлен барабан с ячейками, вращающийся в закалочной среде.
Описываемый закалочный бак отличается от известного тем, что он снабжен механизмом автоматического регулирования скорости движения детали по склизу, что уменьшает удар детали о барабан и тем самым устраняет щум в работе.
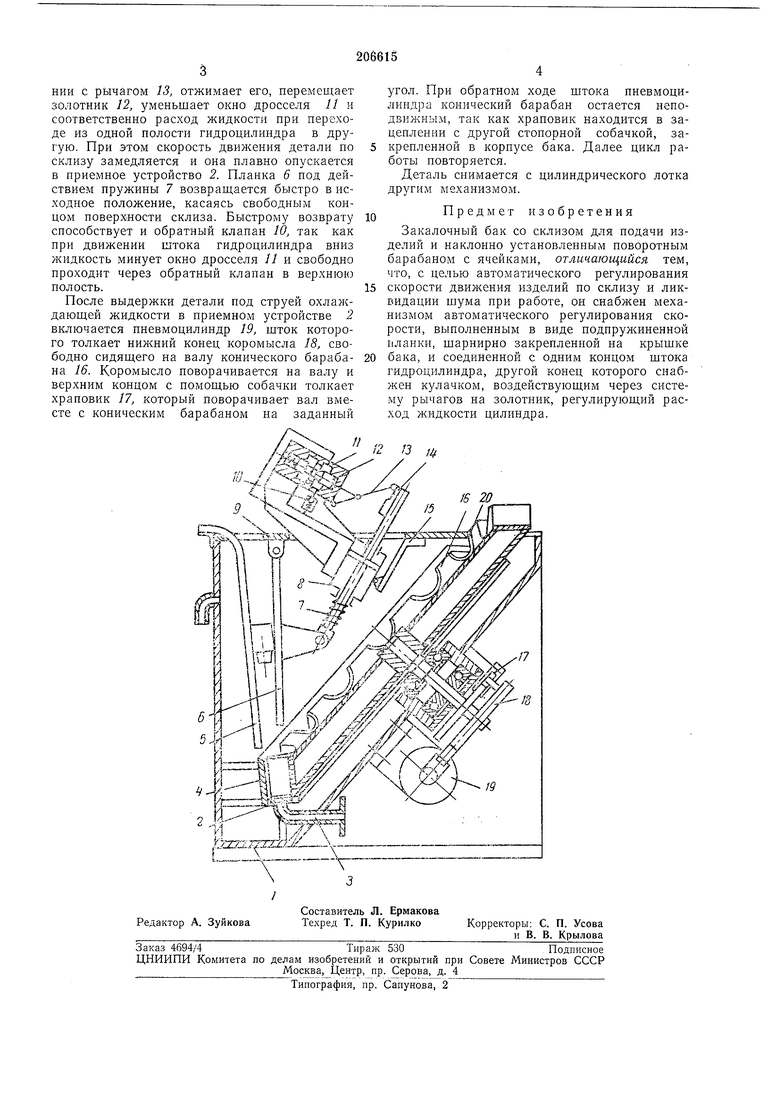
На чертеже изображен закалочный бак.
Он состоит из следующих основных элементов: корпуса /, приемного устройства 2, патрубка 3, направляющего желоба 4, склиза 5, планки 6, пружины 7, гидроцилиндра 8, крышки Я обратного клапана 10, дросселя 11, золотника 12, рычага- 13, профилированного кулачка 14, опоры гидроцилиндра 15, конического барабана 16, храповика 17, коромысла 18, пневмоцилиндра 19, цилиндрического лотка 20.
В корпусе 1 бака смонтировано приемное устройство 2, имеющее патрубок 3 для подачи охлаждающей закалочной жидкости. Направляющий желоб 4 служит для перекатывания по нему деталей, попадающих в приемное устройство 2. Склиз 5 служит для ориентированного направления нагретых деталей в приемное устройство. Планка 6, шарнирно подвешенная к крышке бака 9 и штоку
гидроцилиндра 8, всегда прижимается пружиной 7 к склизу 5 или к детали в момент скольжения ее по склизу. С целью непрерывного контакта со скользящей по склиЗУ деталью, планка располагается под некоторым углом к оси скольжения детали. Гидроцилиндр 8 вместе с обратным клапаном 10 и дросселем 11 шарнирно закреплен к опоре гидроцилиндра 15. На конце штока гидроцилиндра 8 закреплен профилированный кулачок 14, к которому прижимается конец рычага 13 дросселя, постоянно поджимаемый пружиной дросселя к кулачку.
Конический барабан 16 установлен наклонно к основанию бака. На валу конического барабана закреплен храповик /7. На конце вала конического барабана свободно сидит коромысло 18.
К ободу конического барабана приварены
цилиндрические лотки 20.
Работа устройства осуществляется следующим образом. Бак с закалочной жидкостью устанавливается непосредственно за нагревательной печью, из которой деталь выдается
на склиз и скатывается по нему до соприкосновения с планкой 6.
| название | год | авторы | номер документа |
|---|---|---|---|
| Агрегат для закалки изделий | 1983 |
|
SU1148882A1 |
| АГРЕГАТ ДЛЯ ТЕРМООБРАБОТКИ ДЕТАЛЕЙ | 1970 |
|
SU280514A1 |
| Устройство для сортировки штучных изделий по массе | 1982 |
|
SU1222335A1 |
| Агрегат для термообработки | 1980 |
|
SU983425A1 |
| Устройство для ротационного выдавливания | 1987 |
|
SU1493355A1 |
| АГРЕГАТ ДЛЯ ХИМИЧЕСКОЙ ОБРАБОТКИ ДЕТАЛЕЙ | 1973 |
|
SU392173A1 |
| Карусельная электропечь для термообработки мелких деталей | 1979 |
|
SU857683A1 |
| Агрегат для термообработки изделий | 1981 |
|
SU1006511A1 |
| Бак для термообработки коротких цилиндрических деталей | 1985 |
|
SU1323587A1 |
| УСТРОЙСТВО ДЛЯ ПОЛУЧЕНИЯ ИЗДЕЛИЙ ИЗ ПОЛОСОВОГО ШПОНА | 1995 |
|
RU2064862C1 |
