Известны устройства для обкатки роликами деталей волнистого профиля, в которых ролики имеют нрофиль, соответствующий профилю обкатываемой поверхности.
В отличие от известного предложенное устройство представляет собой укрепленный в корпусе комплект подпружиненных роликов прямоугольного профиля, установленных па осях, лежащих в плоскости поперечного сечения обрабатываемой детали так, что образующие роликов расположены касательно к ее профилю с шагом, позволяющим осуществлять равномерное смещение точек контакта от впадины до гребня профиля детали.
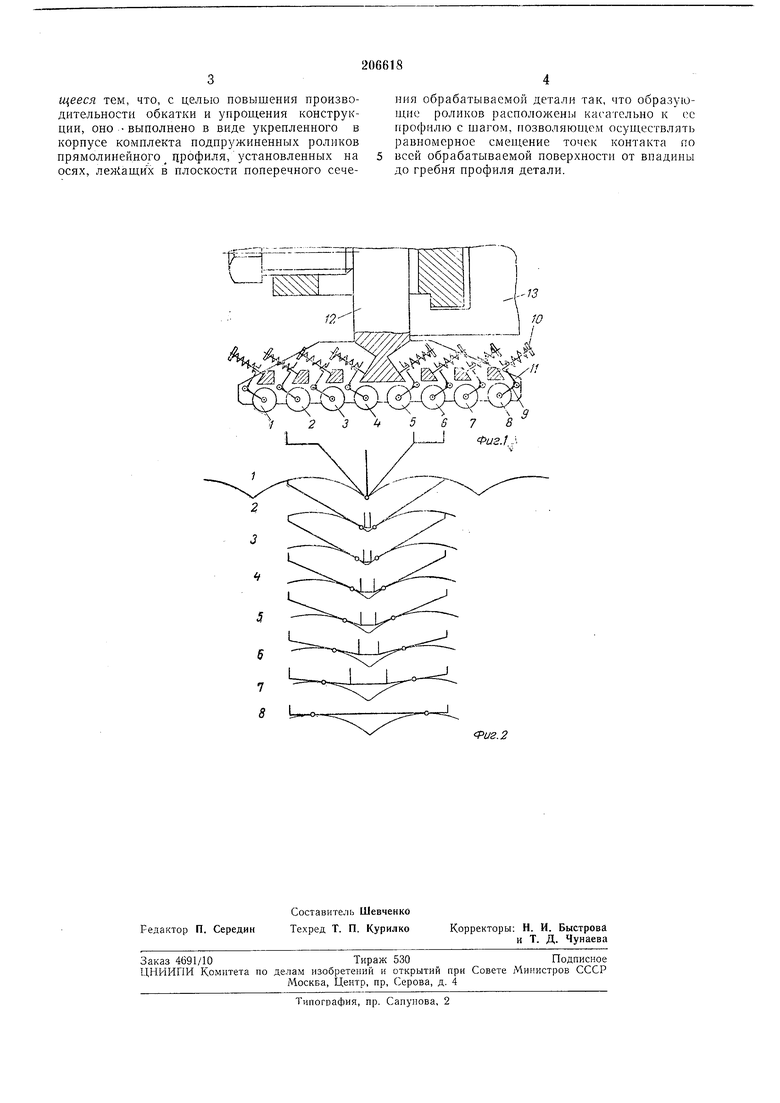
На фиг. 1 представлена схема устройства; на фиг. 2 - профиль поверхности детали и профили роликов одного комплекта.
Ролики /-8 свободно вращаются на осях балансиров .9 и поджимаются пружинами W к обкатываемой поверхности. Ролики установлены в общем корпусе 11 с кронштейном 12, служащим для крепления устройства в резцедержателе станка 13.
Ролик / имеет наибольшую конусность (фиг. 2). Конусность роликов 2-7 постепенно уменьшается таким образом, чтобы гарантировать равномерное смещение от номера к номеру точек контакта их конических поверхностей с обкатываемой поверхностью детали. Ролик 5 имеет цилиндрическую форму.
Количество роликов в комплекте зависит от требуемого класса чистоты поверхности. При достаточном количестве роликов высота остающихся на детали неровностей может
быть получена менее любой наперед заданной величины.
Устройство работает на 1продольно-строгальном станке. Откидная доска резцедержателя, на котором оно крепится, жестко связывается
с суппортом. Деталь, закрепленная на столе, обрабатывается как во время прямого, так и во время обратного хода станка. За один двойной ход обкатывается поверхность, равная по ширине одному шагу волны.
В начале прямого хода стола первым вступает в работу ролик 1, он деформирует впадину, затем постепенно начинают работать остальные ролики, каждый из которых оставляет на обкатываемой поверхности по два
продольных следа, постепенно смещающиеся от впадины к гребням волн. Последний цилиндрический ролик обкатывает гребень.
Для обкатки всей волокнистой поверхности после каждого двойного хода стола суппорт
подается на величину, равную шагу волны.
щееся тем, что, с целью повышения производительности обкатки и упрощения конструкции, оно выполнено в виде укрепленного в корпусе комплекта подпружиненных роликов прямолинейного црофиля, установленных на осях, леЖащих в плоскости поперечного сечения обрабатываемой детали так, что образующие роликов расположены касательно к кс профилю с щагом, гюзволяюи1.ем осуществлять равномерное смеи1,ение точек контакта по всей обрабатываемой поверхности от впадины до гребня профиля детали.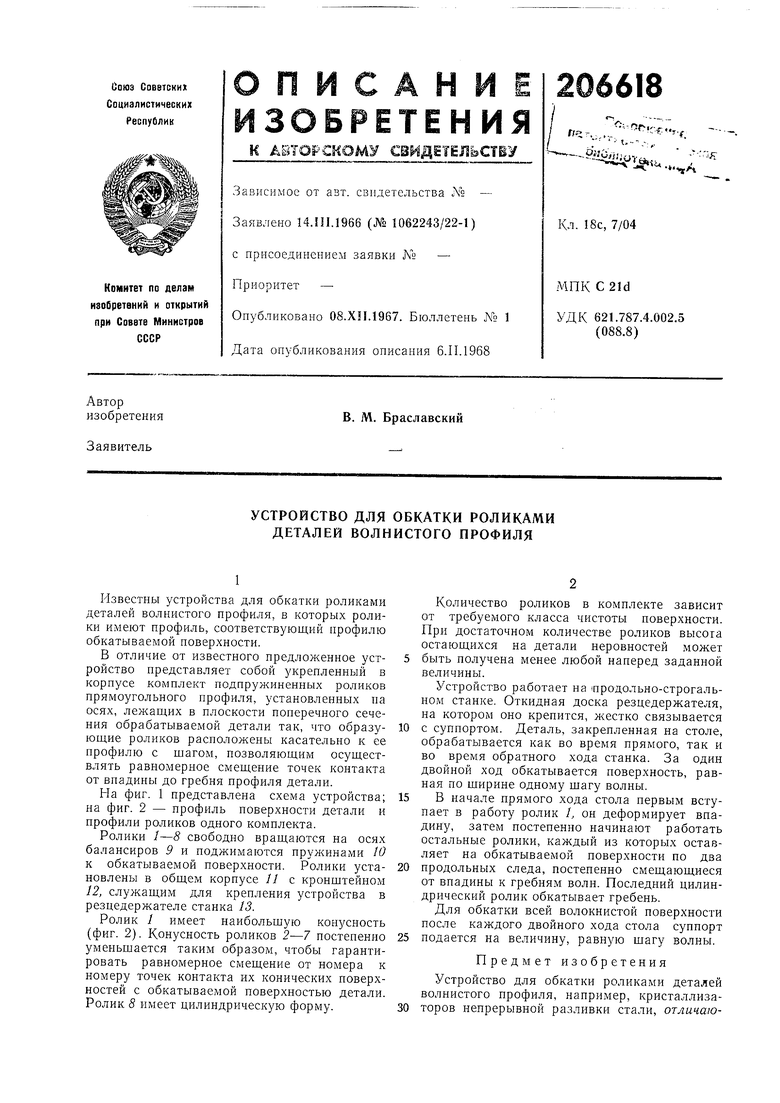
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для упрочнения обкаткой внутренних резьбовых поверхностей | 1989 |
|
SU1768375A1 |
| УСТРОЙСТВО ДЛЯ ЧИСТОВОЙ И УПРОЧНЯЮЩЕЙ ОБРАБОТКИ ПОВЕРХНОСТЕЙ ТЕЛ ВРАЩЕНИЯ СЛОЖНОГО ПРОФИЛЯ | 2010 |
|
RU2493954C2 |
| Устройство для обкатки зубьев зубчатых колес | 1977 |
|
SU737087A1 |
| МАШИНА ДЛЯ ПОЛУЧЕНИЯ ДНИЩА СОСУДОВ | 2005 |
|
RU2296642C2 |
| УСТРОЙСТВО ДЛЯ ФОРМООБРАЗОВАНИЯ РЕЗЬБОВОГО ПРОФИЛЯ | 2003 |
|
RU2244616C1 |
| УСТРОЙСТВО ДЛЯ ОБКАТЫВАНИЯ КРУПНЫХ РЕЗЬБ И АРХИМЕДОВЫХ ЧЕРВЯКОВ РОЛИКАМИ | 2011 |
|
RU2516195C2 |
| Устройство для обкатки | 1981 |
|
SU996045A1 |
| УСТРОЙСТВО ДЛЯ УПРОЧНЯЮЩЕЙ ОБКАТКИ РОЛИКАМИ НАРУЖНЫХ ПОВЕРХНОСТЕЙ ДЕТАЛЕЙ | 2005 |
|
RU2316419C2 |
| Устройство для упрочнения обкаткой конической резьбы | 1990 |
|
SU1761448A1 |
| Устройство для обкатывания внутренних конических резьб к токарным станкам | 1988 |
|
SU1606246A1 |
иг.2
