Известен способ контроля качества проплавления свариваемых изделий при электродуговой сварке, который осуществляется во время сварочного процесса.
Предложено под стык устанавливать проводник, контактирующий с обратной стороной шва, а контроль осуществлять по изменению сопротивления указанного проводника, что упрощает и улучшает систему контроля.
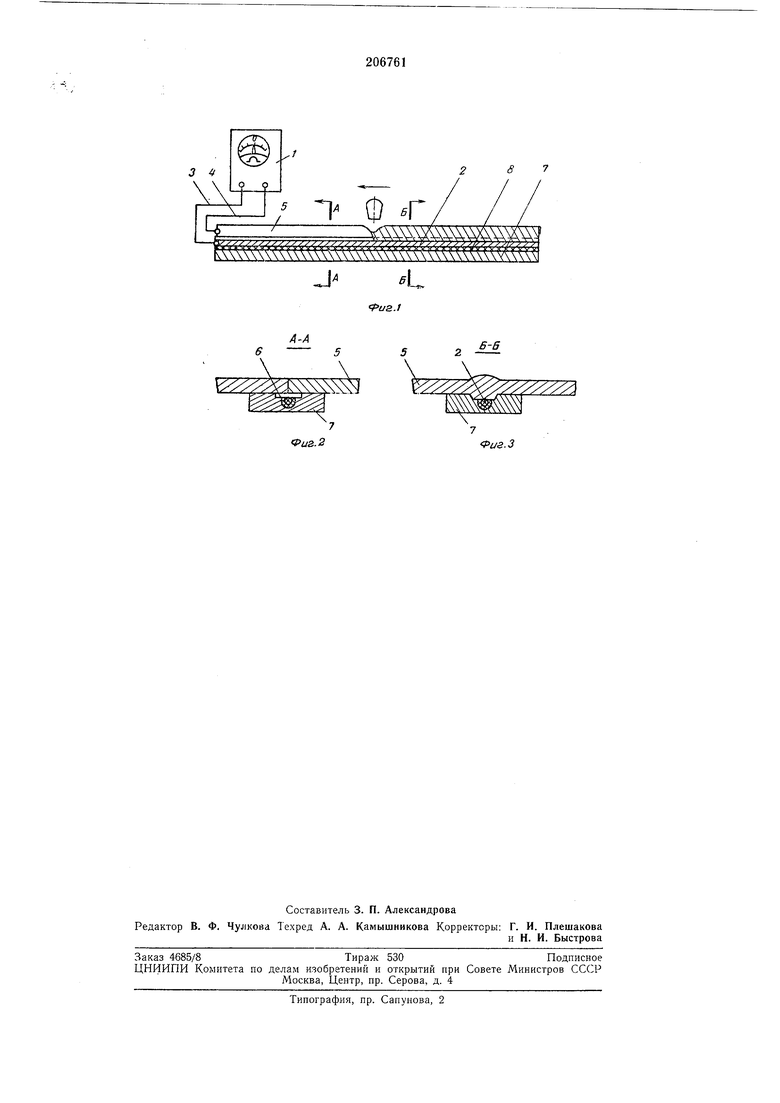
На фиг. 1 изображена примерная схема установки для осуществления предлагаемого способа; на фиг. 2 - то же, разрез по А-.4 (перед сваркой); на фиг. 3 - то же, разрез по -Б (после сварки).
Установка включает мост / измерения сопротивления, контактирующий проводник 2, провода 3 и 4, соединяющие мост с контактирующим проводником и со свариваемым изделием 5. В паз формующей канавки 6 подкладки 7 уложен проводник 2 (для сварки цветных металлов применяется проводник из нихромовой проволоки, для сварки сталей - из медной) заподлицо с дном формующей канавки и изолирован изоляцией 8 от подкладки. Один конец контактного проводника соединен проводом 3 с мостом измерения сопротивления, другой, до появления провара, остается изолированным. Как только произойдет провар изделия, металл проплавления
замкнет на контактный проводник, а через изделие и провод 4 - на другой зажим моста, и прибор моста покажет сопротивление участка проводника 2 от контакта моста до ближайшей к нему точки контакта провара.
В процессе сварки, если провар будет идти нормально, то участок проводника, включенного на мост, будет сокращаться, и прибор будет показывать уменьшение сопротивления.
Если провар уменьшится, и металл провара зависнет над контактным проводником, не контактируясь с ним, то указательная стрелка прибора моста остановится. По показанию указателей стрелки прибора моста определяют необходимость своевременной корректировки режима непосредственно в процессе сварки, обеспечивая тем самым требуемый провар свариваемого изделия.
Предмет изобретения
Способ контроля качества проплавления свариваемых изделий при электродуговой сварке, осуществляемый во время сварочного процесса, отличающийся тем, что, с целью упрощения и улучшения системы контроля, под стык устанавливают проводник, контактирующий с обратной стороны шва, а контроль осуществляют по изменению сопротивления указанного проводника.
J L
A-A 6 5
.... ,
.
Фиа.2
fus.l
Б-В
Риг.З
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ дуговой точечной сварки | 1990 |
|
SU1729712A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ВЫСОКОПРОЧНЫХ ОСЕСИММЕТРИЧНЫХ ОБОЛОЧЕК, РАБОТАЮЩИХ ПОД ВЫСОКИМ ДАВЛЕНИЕМ | 2011 |
|
RU2454307C1 |
| Способ электродуговой сварки | 1989 |
|
SU1632671A1 |
| Способ электродуговой сварки | 1978 |
|
SU743810A1 |
| СПОСОБ АВТОМАТИЧЕСКОЙ СВАРКИ НЕПОВОРОТНЫХ КОЛЬЦЕВЫХ СТЫКОВ, РАСПОЛОЖЕННЫХ В ГОРИЗОНТАЛЬНОЙ ПЛОСКОСТИ | 2012 |
|
RU2555313C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КОНСТРУКЦИИ УЗЛА СОПРЯЖЕНИЯ ДНИЩА РЕЗЕРВУАРА С ЕГО СТЕНКОЙ | 2021 |
|
RU2772702C1 |
| Способ односторонней стыковой электродуговой сварки | 1977 |
|
SU727362A1 |
| Устройство для лазерно-дуговой сварки стыка сформованной трубной заготовки | 2017 |
|
RU2660503C1 |
| Способ электрошлаковой сварки ленточным электродом | 1991 |
|
SU1776520A1 |
| Способ изготовления сварных стыковых соединений | 1984 |
|
SU1159741A1 |