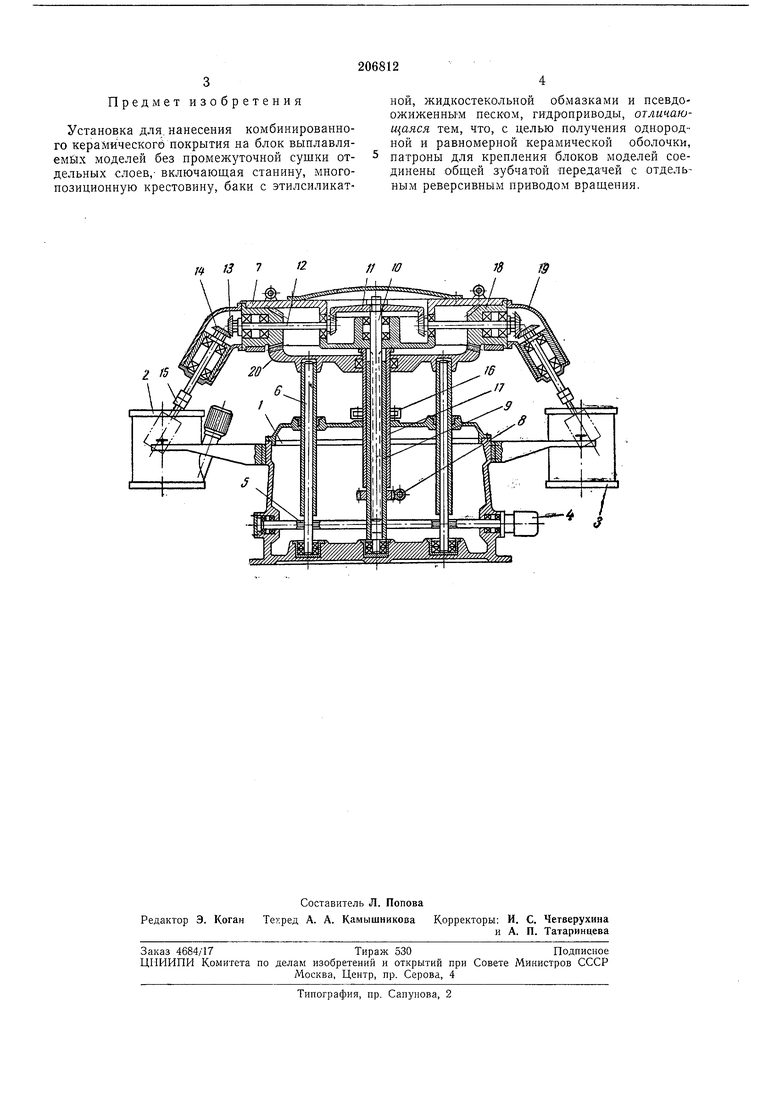
В литье по выплавляемым моделям известны различные установки для нанесения керамического покрытия па модели. Р1звестные установки обеспечивают нанесение только одного слоя керамического покрытия. OosTOiMy, как правило, для получения многослойной оболочки размепдают несколько таких установок, что требует значительных производственных площадей и осложняет организацию производства. На известных установках вращение модельного блока осуществляется в одну сторону, что ухудщает качество керамического покрытия. Описываемая полуавтоматическая установка позволяет паносить на модельные блоки многослойное покрытие без промежуточной сушки отдельных слоев. Хвостовику для крепления блока моделей придается реверсивное вращение, а многопозинионная крестовина, несущая модельные блоки, имеет вертикальный ход. Это обеспечивает повышеиие нроизводнтельности труда, улучщение качества керамического покрытия и сокращает габариты баков для обмазки и псевдоожиженного песка. ных обмазок и баки 5 для нсевдоожижеиного неска. Гидромотор 4 через червячный вал и червячные колеса 5 передает вращение на винты 6, ноднимающие двенадпатипозиционную крестовину 7 для вывода блоков моделей из баков. Гидроцилиидр с рейкой 8 через щестерню на нолом валу 9 передает реверсивное вращение валу 10. При подъеме крестовины он свободно скользит по щлицам вала 9 и передает вращение конической щестерне //, через вал J2 и щестерню 13 конической щестерне 14, сидящей на валу, с патроном 15 для крепления модельных блоков. Патрон вращается постоянно, реверсивно, независимо от движения крестовины. Гидропривод 16 вращает полый вал 17, жестко закрепленный на крестовине. Крестовина имеет двенадцать отверстий, в которые вставлены конические щестерни 18, жестко скрепленные с патрубками 19 для крепления вала е блоками моделей. Крестовина поворачивается на один щаг только в верхнел положении, когда модельные блоки вынуты из баков. При этом шестерня, обегая ненодвижный зубчатый венец 20, вращает патрубки вокруг евоей оси. Крепление и съем модельного комплекта производятся вручную все технологические операции в заданной поеледовательности и с заданным циклом выполпяются автоматически.
Предмет изобретения
Установка для, нанесения комбинированного керамического покрытия на блок выплавляемйх моделей без промежуточной сушки отдельных слоев,- включающая станину, многопозиционную крестовину, баки с этилсиликатной, жидкостекольной обмазками и псевдоожиженныМ песком, гидроприводы, отличающаяся тем, что, с целью получения однородной и равномерной керамической оболочки, патроны для крепления блоков моделей соединены общей зубчатой передачей с отдельным реверсивным приводом вращения.
| название | год | авторы | номер документа |
|---|---|---|---|
| Установка для окраски стержней | 1979 |
|
SU821039A1 |
| Устройство для нанесения покрытия на изделия | 1990 |
|
SU1806689A1 |
| Автоматическая линия изготовленияфОРМ пО ВыплАВляЕМыМ МОдЕляМ | 1979 |
|
SU846102A1 |
| Установка для изготовления кера-МичЕСКиХ фОРМ пО ВыплАВляЕМыММОдЕляМ | 1979 |
|
SU839655A1 |
| Установка для нанесения керамического покрытия на блок выплавляемых моделей | 1975 |
|
SU564085A1 |
| Установка для изготовления керамических форм по выплавляемым моделям для точного литья | 1983 |
|
SU1450900A1 |
| АВТОМАТ ДЛЯ НАНЕСЕНИЯ ПОКРЫТИЙ НА ДЕТАЛИ ШВЕЙНЫХ ИЗДЕЛИЙ | 1970 |
|
SU269082A1 |
| УСТРОЙСТВО ДЛЯ НАНЕСЕНИЯ ПОКРЫТИЙ НА ИЗДЕЛИЯ | 1972 |
|
SU351633A1 |
| Манипулятор для нанесения огнеупорных покрытий при изготовлении крупногабаритных литейных форм по выплавляемым моделям | 1983 |
|
SU1180150A1 |
| ПОЛУАВТОМАТ ДЛЯ ИЗГОТОВЛЕНИЯ КЕРАМИЧЕСКИХ ОБОЛОЧЕК ЛИТЬЯ НО ВЫПЛАВЛЯЕМЫМ МОДЕЛЯМ | 1968 |
|
SU217607A1 |
/ 7 8 W
