Известен автомат для изготовления керамических оболочек литья по выплавляемым моделям, состоящий из вертикально-замкнутого цепного конвейера, заключенного в сварном металлическом корпусе, бака для обмазки, бака для обсыпки в «кипящем слое песка, сушильных воздушных и аммиачных камер и узла поворота, подъема и опускания блоков. Этот узел содержит вал, закрепленный в звеньях цепей, на котором смонтировано несколько подвесок для блоков.
Описываемый полуавтомат отличается от известного тем, что узел поворота, подъема и опускания блоков снабжен сменным копиром, укрепленным на баке, и грузом, расположенным на валу, при взаимодействии которых происходит подъем и опускание блоков, а также упорами, укрепленными на баке, и шестернями, смонтированными на подвесках для блоков. Это позволяет регулировать нанесение покрытия на блок по различным программам.
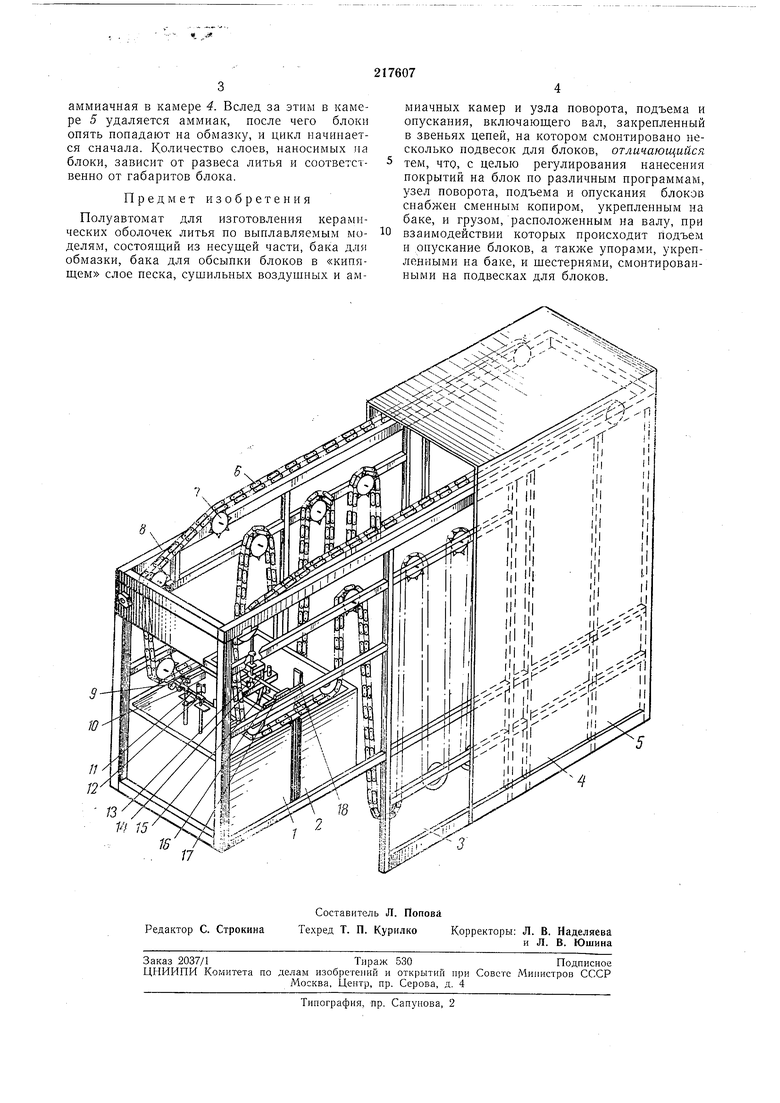
На чертеже показан описываемый полуавтомат для изготовления керамических оболочек литья по выплавляемым моделям.
Полуавтомат состоит из бака / с мешалкой для обмазки; бака 2 для обсыпки блоков в «кипящем слое песка; воздушной сушильной камеры 3; аммиачной сушильной камеры 4; камеры 5 для удаления остатка аммиака;
несущей части в виде ценей 5; зубчатых колес 7; каркаса S; груза 9; копира 10; вала II. на котором смонтированы подвески 12 для блоков, вращаемые относительно оси вала iio
заданной программе за счет взаимодействия груза 9, распололсенного на валу И, с копиром 10, укрепленным на баке 1 (на подвесках 12 смонтированы шестерни 13, взаимодействующие с упорами 14, укрепленными на баке /, и вращающие блоки вокруг своей оси); упоров }5, 16; направляющей 17, прикрепленной к баку 1, и планки 18. Полуавтомат работает следующим образом. При движении цепи 6 блоки с моделями попадают в бак 1 с обмазкой. После обмазки груз 9 надвигается на копир 10 и поднимает блоки с моделями на угол 30-45°. В это время избыток обмазки стекает обратно в бак /. По окончании стекания избытка обмазки
блоки с помощью упора 15 и направляющей 17 поворачиваются в строго вертикальное положение, т. е. на 180° по отношению к положению блоков в баке с обмазкой. Затем при помощи шестерни 13 и трех упоров 14 для более равномерного распределения обмазки блоки поворачиваются вокруг оси. После поворота они опускаются в бак 2 с «кипящим слоем песка, где обсыпаются песком. При движении блоков за баком 2 начинает
| название | год | авторы | номер документа |
|---|---|---|---|
| Автоматическая линия изготовленияфОРМ пО ВыплАВляЕМыМ МОдЕляМ | 1979 |
|
SU846102A1 |
| Установка для изготовления керамических форм | 1976 |
|
SU662245A1 |
| Установка для изготовления керамических форм | 1972 |
|
SU529887A1 |
| Установка для изготовления огнеупорных оболочек по выплавляемым моделям | 1985 |
|
SU1329888A1 |
| Способ изготовления керамических оболочек | 1985 |
|
SU1353565A1 |
| Установка для изготовления кера-МичЕСКиХ фОРМ пО ВыплАВляЕМыММОдЕляМ | 1979 |
|
SU839655A1 |
| Установка для нанесения огнеупорного покрытия на модельные блоки | 1985 |
|
SU1284680A1 |
| АГРЕГАТ ОБЖИГА И ЗАФОРМОВКИ КЕРАМИЧЕСКИХ БЛОКОВ В ЛИТЬЕ ПО ВЫПЛАВЛЯЕМЫМ МОДЕЛЯМ | 1972 |
|
SU419294A1 |
| ПОЛУАВТОМАТ ДЛЯ ОБРАБОТКИ КЕРАМИЧЕСКИХ ДЕТАЛЕЙ ПОСЛЕ ЛИТЬЯ | 1972 |
|
SU324155A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КЕРАМИЧЕСКИХ ОБОЛОЧЕК ДЛЯ ЛИТЬЯ ПО УДАЛЯЕМЫМ МОДЕЛЯМ | 2013 |
|
RU2547071C1 |
