Известно устройство для автоматической иодачи прутков, например, к прессам и высадочным автоматам для рубки заготовок, содержащее накопитель с наклонным лотком, снабженный отсекающим механизмом, и Л1еханизм подачи Прутков с лотка на подающие ролики.
Г1редлол снное устройство отличается от известного тем, что, в накопителе установлена загрузочная доска, имеющая возвратно-поступательное перемещение от кривошипного механизма, а наклонный лоток снабжен нодиружиненным рычагом, связанным с микропереключателем и реле времени, периодически включающим нривод загрузочной доски; причем устройство снабжено механизмом сброса прутка с подающих роликов, выполненным в виде пневматических цилиндров, штоки которых соединены между собой н снабжены сбрасывателем и приемником. Это обеспечивает автоматическую укладку в ряд нрутков на наклонном лотке, поштучную передачу их на нодающне ролики, безопасность работы при рубке нагретых прутков и повышает удобства обслуживания устройства.
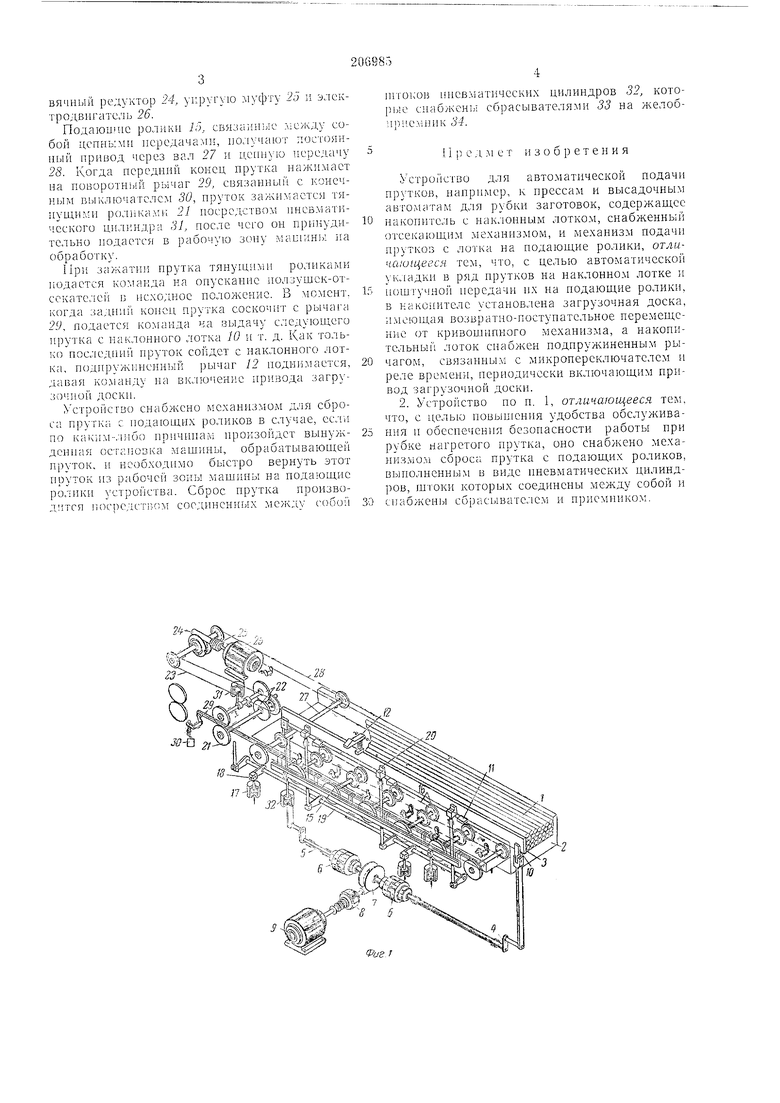
На фиг. 1 изображена кинематическая схема описываемого устройства, на фиг. 2 - некоторые его детали.
грузочная доска 3 получает возвратно-поступательное движение через кривошипы 4, сндящие на концах двусгороннего продольного вала о, муфты 6, червячный редуктор 7, фрикционную предохранительную муфту 8 и электродвигатель 9.
При ходе вверх загрузочная доска 3, имеющая скос в сторону скатывания прутков, захватывает пруток и поднимает его, причем
верхний срез доски становится заподлицо с поверхностью наклонного лотка 10, по которому пруток скатывается до упоров 11. При этом пруток нажимает на подпружиненный рычаг 12, воздействующий через стержень 13 на микроиереключатель 14, давая импульс реле времени, по истечении уставки которого выключается привод загрузочной доски. Передача нрутка с наклонного лотка 10 на подающие ролики 15, связанные между собой ценными
нередачами 16, производится при помощи пиевматических цилиндров 17, штоки которых соединены с поворотными рычагами 18, сидящими на продольной оси 19, н ползушек-отсекателей 2U. Последние, перемещаясь вверх,
захватывают передний пруток, отсекая при этом все остальные. Пруток скатывается на нодаЕОЩие ролики, которые перемещают его к раскрытым тянущим роликам 21. Тянущие ролики получают постоянный привод через зубвячный редуктор 24, упругую муфту 25 и электродвигатель 26.
Подаюиию ролики 15, связанные люжду еобой цепными передачам, получают постоянпый привод через вал 27 н цепную передачу 28. Когда передний конец нажимает па новоротн1,Й рычаг 29, евязапний е конечным В1)1ключателем 30, пруток зажимаетея тянущими ролпкамк 21 ноередством иневмат ;чеекого цил :ндра 31, иоеле чего он принудительно нодается в рабочую зону ма.шин) на обработку.
При з;1жатпп прутка тянущими роликал и нодаетея команда на оиуекание ползушек-отеекателен в пеходпое положение. В момент, когда задний копсп прутка СОСКОЧЕГГ е рычага 2.9, иодается команда ча выдачу еледующего iipyiTta е наклонного лотка 10 и т. д. Как только иое.тед,пиГ1 пруток еойдет е наклонного лотка, поди)ужнненный )ычаг 12 подигкмаетея, давая команду на включение привода загру304иой доски.
Устройство енабжсно механизмом для сброса пруткг с подающих роликов в случае, если по кгпчим-.тпбо причинам произойдет вынужденная остапозка машины, обрабатываюп1ей нруток, и необходимо быстро вернуть этот пруток из рабочс мащины на подающие ролп1СП устройства. Сброс прутка ироизводггся иосредст 1ом сое;и1пениыл меж;;1.у собоГ
lip е д ,м е т и 3 о о р е т е н и я
Устройство для автоматической подачи прутков, панример, к прессам и высадочным автоматам для рубки заготовок, содержащее
накопитель е нак.тонным лотко.м, снабженный отсекающим мехапизмо 1, и механизм подачи ируткоз с лотка на подающие ролики, отличающееся тем, что, с целью автоматическо укладки в ряд ирутков на наклонном лотке и
поштучной передачи их на подающие ролики, в накоинтеле установлена загрузочная доска, ил1оюн 1,ая возвратно-поступательное перемещение от кривощппного механизма, а наконительный лоток снабжен подпружиненным рычагом, связанным с микропереключателем и реле времени, периодически включающим привод загрузочной доски.
2. ycTpoiicTBo по п. 1, отличающееся тe, что, с целью повьпления удобства обслуживапня п обеспеченпл безопасности работы при рубке нагретого прутка, оно снабжено механизмом сброса прутка с подающих роликов, выполненным в виде пневматических цилиндров, щтоки которых соединены между собой и
спабжены сбр;1еывателем и приемником.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ДЕТАЛЕЙ ИЗ ПРУТКОВОГО МАТЕРИАЛА | 1991 |
|
RU2009792C1 |
| Автомат для рубки прутков | 1974 |
|
SU519255A1 |
| Автоматическая линия для изготовления изделий из прутка поперечно-клиновой прокаткой | 1987 |
|
SU1512699A1 |
| Автоматическое приспособление для подачи прутков малого диаметра и относительно большой длины в бесцентровые шлифовальные станки | 1955 |
|
SU108560A1 |
| Автоматическая линия для изготовления деталей типа скоб | 1982 |
|
SU1134351A1 |
| УСТАНОВКА ДЛЯ ОТЖИГА И РЕКРИСТАЛЛИЗАЦИИ СТАЛЬНОГО ПРОКАТА | 1965 |
|
SU171417A1 |
| Правильно-отрезной автомат | 1982 |
|
SU1026908A1 |
| Устройство для изготовления деталей из пруткового материала | 1986 |
|
SU1395407A1 |
| АВТОМАТИЧЕСКАЯ ЛИНИЯ ПРОИЗВОДСТВА ПРУЖИН ГОРЯЧЕЙ НАВИВКОЙ | 1969 |
|
SU423608A1 |
| Гибкий производственный модуль для резки заготовок из прутков круглого и квадратного проката | 1986 |
|
SU1431915A1 |
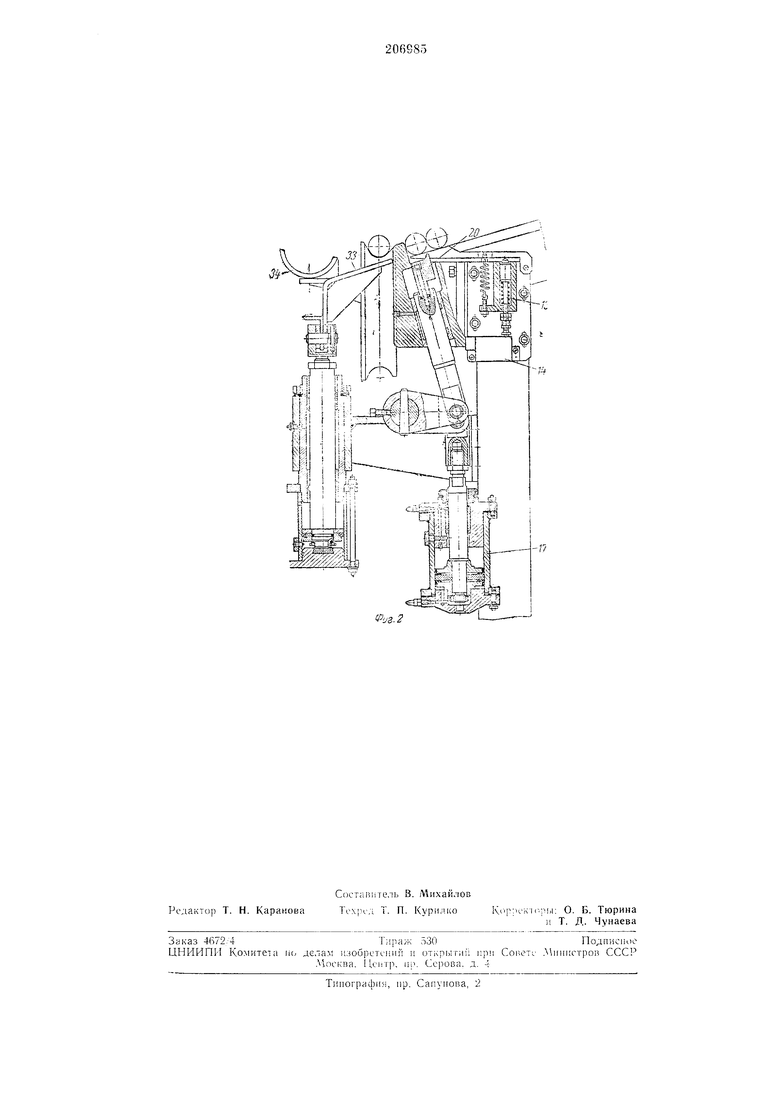
Фиг.2
