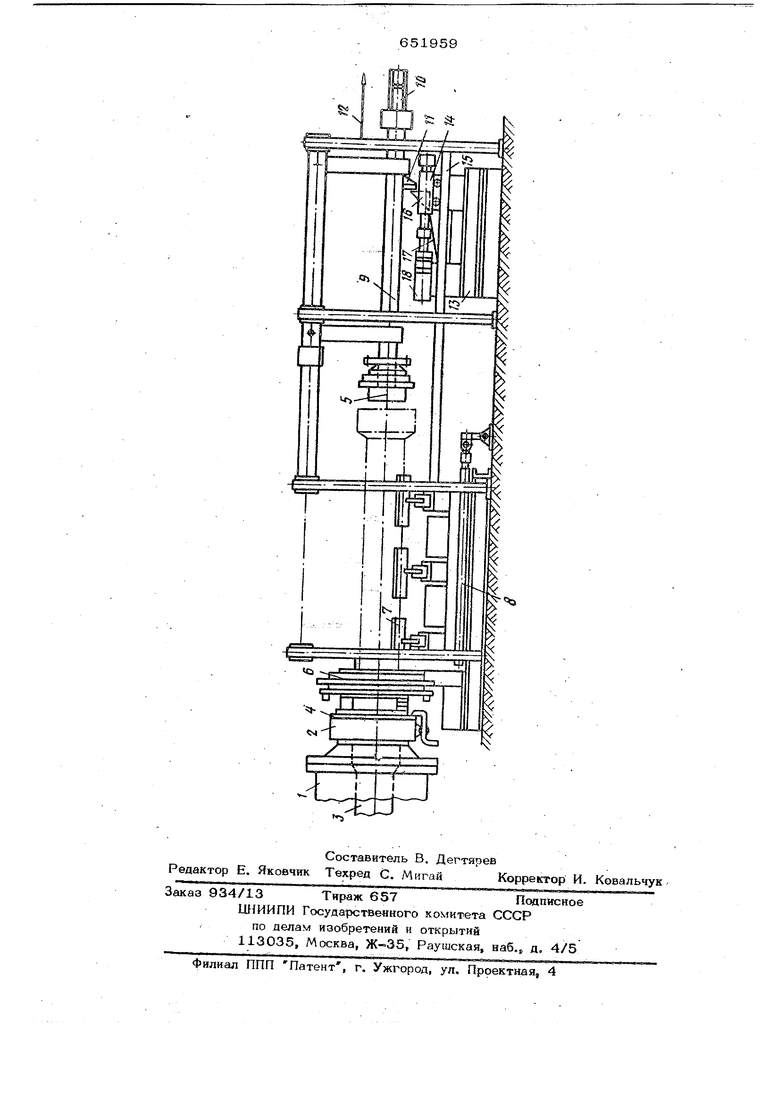
механиома 6 резки и оправки ствола трубы, приемных лотков 7 с приводным ме- хвЕШЗмом 8, Для перемещения раструбообразующего пуансона 5 в рабочее положение и обратно установка снабжена механизмом 9 ввода пуансона, состоящим из гидроцилиндра 10 одностороннего действия, ккоторому крепится пуансон, неподвийсного упора 11 и контргруза 12, и ме ханизмом 13 вывода пуансона, состоящим из подвижной каретки 14-, расположенной на направляющих 15, с поворотным упором 16, взаимодействующим с копиром 17 с помощью привода 18. Установка работает следующим образом, Раструбообразующий пуансон 5 с механизмом оправки раструба подводят механизмом 9 ввода пуансона посредством гидроциливдра 10 одностороннего дейст ВИЯ к формующей головке 2 до упора запорного устройства 4 в торец формующей головки. При этом запорное устройство 4 срабатывает, и пуансон 5 фиксируется и жестко соединяется с формующей головкой 2. После этого включают пресс 1, и начинается нагнетание массы в формующую головку 2 до образования раструба. .По окончаний формования раструба запорное устройство 4 открывают, и масса про должает поступать, формуя CTBO;J трубы. Под действием формуемой трубы, контргру за 12 и механизма 13 вывода пуансона раструбообразующий пуансон 5 совершает обратный ход. По мере продвижения формируемой тру бы последовательно поднимаю1х;я приемные лотки 7, которые поддерживают трубу. Чтобы исключить прогиб или поврежде ние ее. При достижении требуемой длины трубы пресс 1 останавливают, включают механизм 6 резки и оправки ствола трубы, которьй произврдит отрезку трубы, оправку и нанесение канавок на ней. При этом удлиненный керн 3 служит опорой ствола трубы.. После отрезки трубы приемные лотки 7 с помощью приводного механизма 8 от водят трубу от формующей головки 2, поворачиваются вокруг горизонтальной оси и по наклонному склизу (на чертеже не показан) передают трубу на -следующую операцию. После этого все Ч1еханизмы установки приводятся в исходное положение. Раструбообрааующий пуансон 5 с механизмом оправки раструба снова подается к формующей головке 2, и цикл формования трубы повторяется в указанной последовательности. Применение предлагаемой установки позволяет получать окончательно oтфopv oваниую и оправленную трубу с необходимыми канавками без дополнительной обработки их на других агрегатах, в результате сокращается путь перемещения свежеотформованной трубы, Что гарантирует ее от повреждения и способствует повыщению качества формуемых труб. Уменьшение габаритов установки приводит к снижению металло- и энергоемкости и производственных площадей. и 3 о б р е т о р м у л а Установка для изготовления раструбных керамических труб содержащая смонтированные на раме пресс с формующей головкой, раструбообразующий пуансон с механизмом перемещения в направлении формующей головки. Механизм резки и оправки труб и приемные лотки, о т л и-, чающаяся тем, что, с целью уменьщения габаритов установки и улучшения качества труб, механизм перемещения пуансона выполнен в виде силового цилиндра одностороннего действия с неподвижным упором и подвижной каретки с поворогным упором, взаимодействующим с установленным на раме копиром и воз-. действующим на неподвижный упор, а механизм оправки труб расположен концен- рично формующей головке и совмещен с механизмом резки труб. Источники информации, принятые во внимание при экспертизе 1.Патент ГДР № 74456, кл. 80а, 34/О1, 1960. 2.Патент США № 2795027, кл. 25-30, 1968.