Известен автомат для изготовления скоб из проволоки, содержащий связанные общим приводным валом механизмы подачи проволоки, правки, ножи для отрезки мерных заготовок, механизм гибки, снабженный неподвижной оправкой и взаимодействующий с ней формообразующим инструментом, а также клеенаносящее устройство.
Для повышения производительности предлагае;мого автомата, формообразующий инструмент выполнен в виде установленного на приводном валу вращающегося барабана с кольцевым пазом на образующей поверхности и с рядом попарно расположенных симметрично относительно него идентичных выступов с продольными криволинейными проточками, соответствующими по своей щирине диаметру проволоки, при этом щирина кольцевого паза равна ширине оправки, а расстояние между стенками проточек каждой пары выступов больше ширины оправки на удвоенный диаметр проволоки.
Выступы барабана следует снабдить режущей кромкой, взаимодействующей при его вращении с неподвижно установленным отрезным ножом, а над последним смонтировать клеенаносящее устройство.
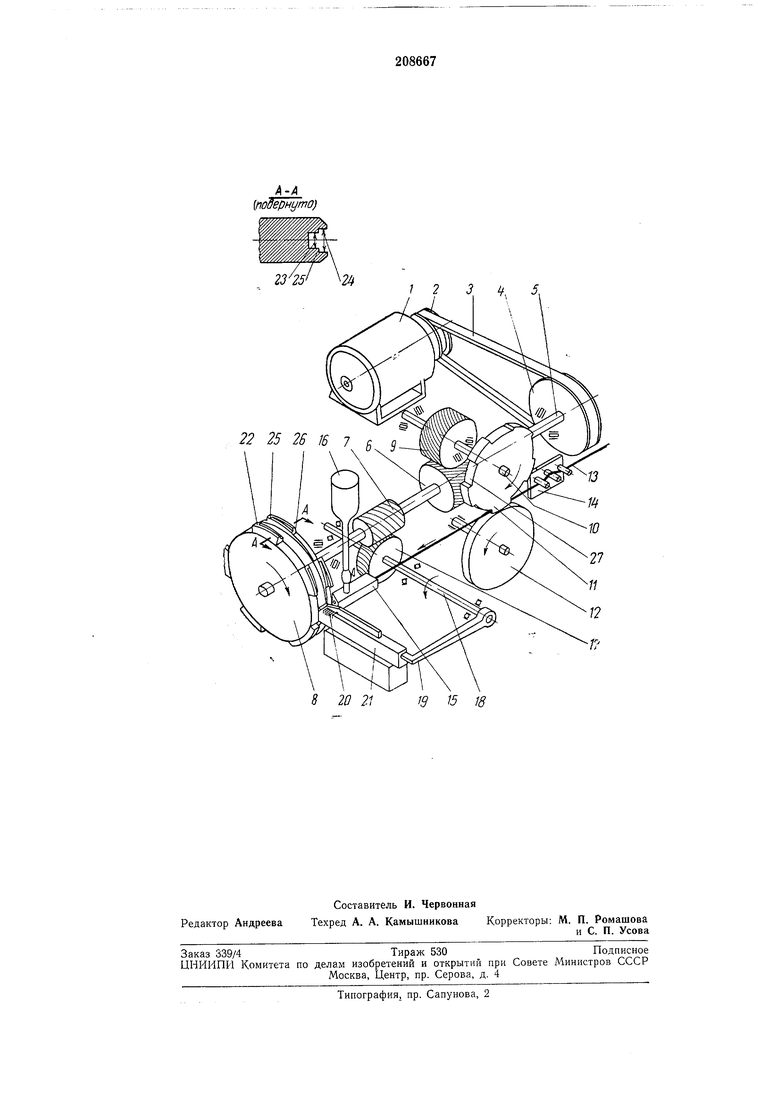
валу которого закреплен шки-в 2. Шкив 2 клиновым ремнем 3 соединен с ведомым шкивом 4, насаженным на валу 5. Одновременно на валу 5 установлены винтовая шестерня 6, червяк 7 и барабан 8. Ведущая винтовая щестерня 6 находится в зацеплении с ведомым винтовым колесом 9, закрепленным на валу 10, на одном конце которого установлен профилированный ролик 11, находящийся в контакте с прижимным роликом 12 через проволоку 13.
Проволока 13 проходит через рихтовочнотормозную колодку 14 и нож 15 с режущей кромкой под 45°, над которым установлена
емкость /б для склеивающего материала. Червяк 7 находится в зацеплении с червячным колесом 17, установленным на валу 18.
На одном конце вала 18 закреплен отсекатель 19 для перемещения склеенных скоб 20
по оправке 21.
На барабане 8 имеются выступы 22, кольцевой паз 23 по размеру оправки 21 и вырезы 24 по размеру скобы 20. Поверхность 25 вырезов 24 спиралеобразная. Передний торцовый угол
выступа 22 является режущей кромкой 26.
вальцевание и подачу проволоки 13 на определенную длину через неподвижный нож 15. На этой поэиции развальцованная проволока 13 смазывается склеивающим материалом, поступающим из емкости 16, и подается на оправку 21. При этом длина поданной развальцованной проволоки 13 равна длине профилей роли1ка //. При дальнейшем вращении ролика 11 на некоторый момент подача и вальцевание проволоки 13 прекращаются. Это объясняется наличием на ролике 11 выреза 27.
При прекращении подачи проволоки 13 режущая кромка 26 вращающегося барабана 8, взаимодействуя с режущей кромкой неподвижного ножа 15, отрубает определенный кусок (заготоВ|Ку скобы) поданной на оправку 21 развальцованной проволоки 13.
Одновременно происходит гибка ножек скобы 20 и калибровка ее ло оправке 21 вырезом 24 выступа 22.
Образованные скобы проталкиваются по оправке 21 спиралеобразной поверхностью 25 выреза 24 и подаются отсекателем 19 в пакетики.
Предметизобретения
1. Автомат для изготовления скоб из проволоки, содержащий связанные общим приводным валом механизмы подачи проволоки, правки, ножи для отреэки мерных заготовок, механизм гибки, снабженный неподвижной оправкой и взаимодействующим с ней формообразующим инструментом, а также клеенаносящее устройство, отличающийся телМ, что с целью повыщения производительности, формообразующий инструмент выполнен в виде установленного на приводном валу вращающегося барабана с кольцевым пазом на образующей поверхности и с рядом попарно расположенных симметрично относительно него идентичных выступов с продольными криволинейными проточками, соответствующими по своей щирине диаметру проволоки, при этом ширина кольцевого паза .равна ширине оправки, а расстояние между стенками проточек каждой пары выступов больше ширины оправки на удвоенный диаметр проволоки.
2.Автомат по п. 1, отличающийся тем, что выступы барабана снабжены режущей кромкой, взаимодействующей при его вращении с неподвижно установленным отрезным ножом.
3.Автомат по п. 1, отличающийся тем, что клеена-носящее устройство расположено над отрезным ножом.
J(-A
(подернуто)
25 26 J6 7
20 21
2
- 5.
Ю /5 18
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство к универсально-гибочному автомату для изготовления пустотелых заклепок | 1986 |
|
SU1366258A1 |
| АВТОМАТ ДЛЯ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ ИЗ ПРОВОЛОКИ | 1969 |
|
SU232945A1 |
| Автомат для изготовления скоб | 1981 |
|
SU1000147A1 |
| Устройство для подачи и мерной резки длинномерного материала | 1982 |
|
SU1134267A1 |
| Правильно-отрезной автомат | 1988 |
|
SU1567311A1 |
| Устройство для гибки изделий из проволоки и стержней | 1980 |
|
SU997929A1 |
| Автомат для изготовления проволочных граблин | 1980 |
|
SU925493A1 |
| Автомат для рубки и чеканки штыря линейного разъема из проволоки | 1979 |
|
SU895586A1 |
| Автомат для изготовления плоских спиральных пружин | 1980 |
|
SU880585A1 |
| Автомат для изготовления сборных изделий | 1978 |
|
SU753583A1 |