Изобретение относится к прессам для окончательной формовки керамических камней.
Известны прессы для допрессовки, включающие станину, стол с формовочными гнездами, верхнюю траверсу, несущую пуансоны, нижнюю траверсу и гидравлические цилиндры. Они обладают сложной гидравлической системой, больщим количеством цилиндров, что увеличивает громоздкость и стоимость мащины.
Настоящее изобретение лищено указанных недостатков. Достигается это тем, что формовочные гнезда стола выполнены с упорами и в них установлены выталкивающие пластины, соединенные посредством пружин с нижней траверсой.
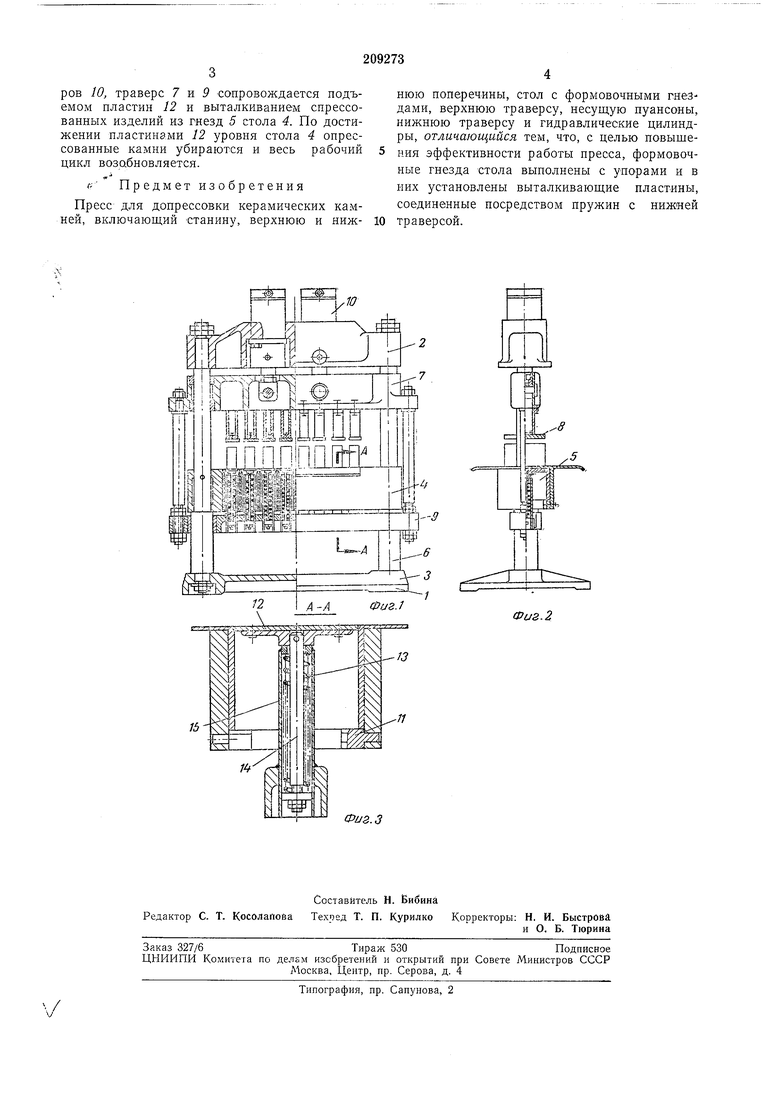
На фиг. 1 изображен пресс; на фиг. 2 - то же, вид сбоку, с частичным разрезом по столу пресса и пуансонам; на фиг. 3 - то же, разрез по гнезду стола пресса.
Нресс включает станину 1, верхнюю 2 и нижнюю 3 поперечины, стол 4 с формовочными гнездами 5, соединенные вертикальными направляющими колонками 6, верхнюю траверсу 7, несущую пуансоны 8, нижнюю траверсу 9 и гидравл.ические цилиндры 10. Фор.мовочные гнезда 5 стола 4 выполнены с упорами // и в них установлены выталкивающие пластины 12, соединенные с нижней траверсой 9 посредством пружин 13, стержней 14 и труб 15.
С по.мощью подавателя (на фиг. не показан) заготовки ставятся на выталкивающие пластины 12, находящиеся на уровне верхней поверхности стола 4. Порщни гидроцилиндров 10, верхняя траверса 7, несущая пуансоны 8, и нижняя траверса 9 находятся при этом в верхнем положении.
Нри опускании порщней гидроцилиндров 10, а также траверс 7 и 5 до подхода выталкивающих пластин 12 к упорам //, осуществляется загрузка заготовок в формовочные
гнезда 5 стола 4.
В процессе продолжающегося опускания поршней гидроцилиндров 10 вместе с траверсами 7 и 5 и пуансонами 8 выталкивающие пластины 12 неподвижно удерживаются упорами 11 за счет сжатия пружин 13. Нри этом, пуансоны 8, войдя в формовочные гнезда 5, спрессовывают заготовку до получения конфигурации камней.
Носле окончания прессования порщни гидроцилиндров 10 начинают подниматься вместе
с траверсами 7 и 5. Одновременно пуансоны 8 выходят цз гнезд 5, а выталкивающие пластины 12 остаются на упорах 11 до тех пор, пока верхние концы труб 15 не придут в соприкосновение с ними.
ров 10, траверс 7 и 9 сопровождается подъемом пластин 12 и выталкиванием спрессованных изделий из гнезд 5 стола 4. По достижении пластинами 12 уровня стола 4 опрессованные камни убираются и весь рабочий цикл возабновляется.
( Предмет изобретения
Пресс для допрессовки керамических камней, включающий станину, верхнюю и нижнюю поперечины, стол с формовочными гпеЗ дами, верхнюю траверсу, несущую пуансоны, нижнюю траверсу и гидравлические цилиндры, отличающийся тем, что, с целью повыщения эффективности работы пресса, формовочные гнезда стола выполнены с упорами и в них установлены выталкивающие пластины, соединенные посредством пружин с нижней траверсой.
| название | год | авторы | номер документа |
|---|---|---|---|
| ГИДРАВЛИЧЕСКИЙ ПРЕСС ДЛЯ ПОЛУСУХОГО ПРЕССОВАНИЯ | 1991 |
|
RU2030290C1 |
| Гидравлический пресс для полусухого прессования изделий из сыпучих смесей | 1991 |
|
SU1838105A3 |
| ПРЕССОВАЯ УСТАНОВКА ДЛЯ МНОГОПОЛОСТНОЙ БЕЗОБЛОЙНОЙ ШТАМПОВКИ | 1992 |
|
RU2057648C1 |
| КОМПЛЕКС ФОРМОВОЧНЫЙ СТАЦИОНАРНЫЙ ДЛЯ ПРОИЗВОДСТВА КАМНЕЙ БЕТОННЫХ | 2017 |
|
RU2661484C1 |
| ВЕРТИКАЛЬНЫЙ ГИДРАВЛИЧЕСКИЙ ПРЕСС | 1988 |
|
RU2006366C1 |
| КОМПЛЕКС ФОРМОВОЧНЫЙ СТАЦИОНАРНЫЙ ДЛЯ ПРОИЗВОДСТВА БЕТОННЫХ ИЗДЕЛИЙ | 2017 |
|
RU2694671C1 |
| Вертикальный гидравлическим пресс для брикетирования металлической стружки или сыпучих материалов | 1958 |
|
SU117621A1 |
| Конвейерный пресс для изготовления кирпича или т.п. изделий | 1940 |
|
SU63199A1 |
| Устройство для прессования изделий из керамических масс | 1989 |
|
SU1680503A1 |
| СПОСОБ ПОЛУСУХОГО ПРЕССОВАНИЯ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2008 |
|
RU2378110C2 |
ФиВ.З
