Известны центраторы для сборки и сварки секционных отводов стальных трубопроводов, содержащие смонтированные на общей раме стойки с двумя патро.нами и зажимное устройство.
Предложенный центратор повыщает про.изводительность при сборке и сварке трубопроводов п отличается от известных тем, что
.на обоих патронах установлены роликовые
;кантователи, ролики которых расположены
;под требуемым углом к оси свариваемогостыliKa. Каждый ролик выполнен в виде ребристой
втулки, на ребрах которой за,креплены тела
качения.
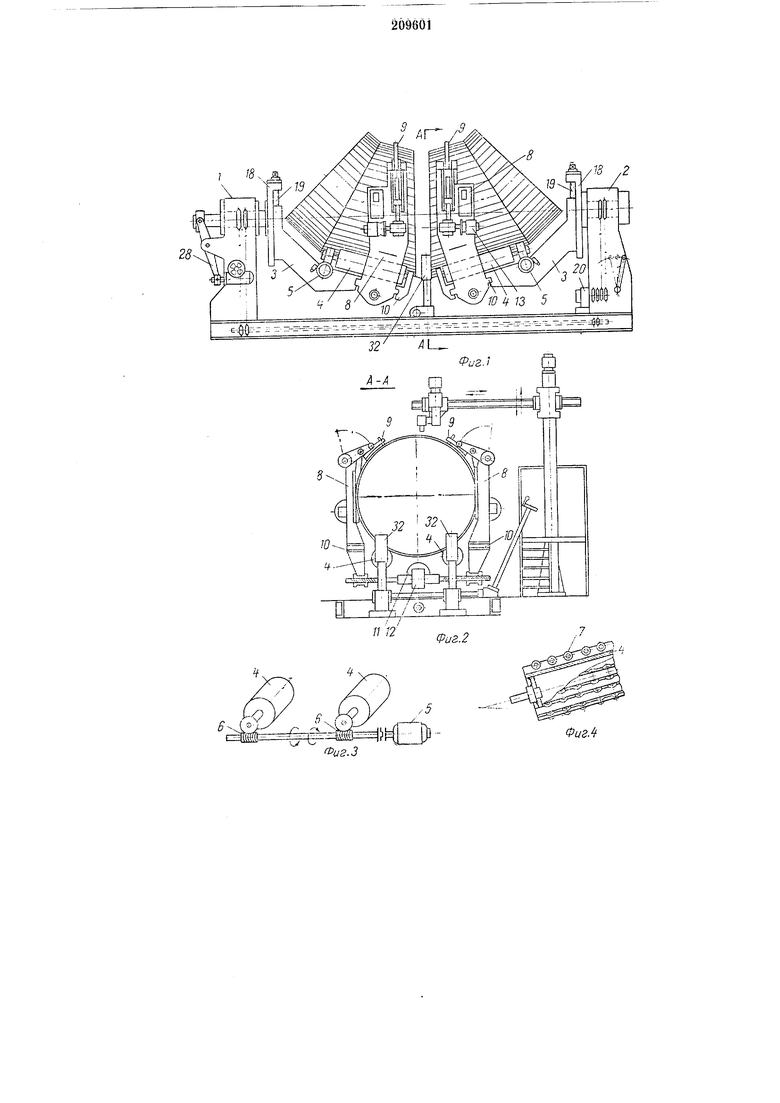
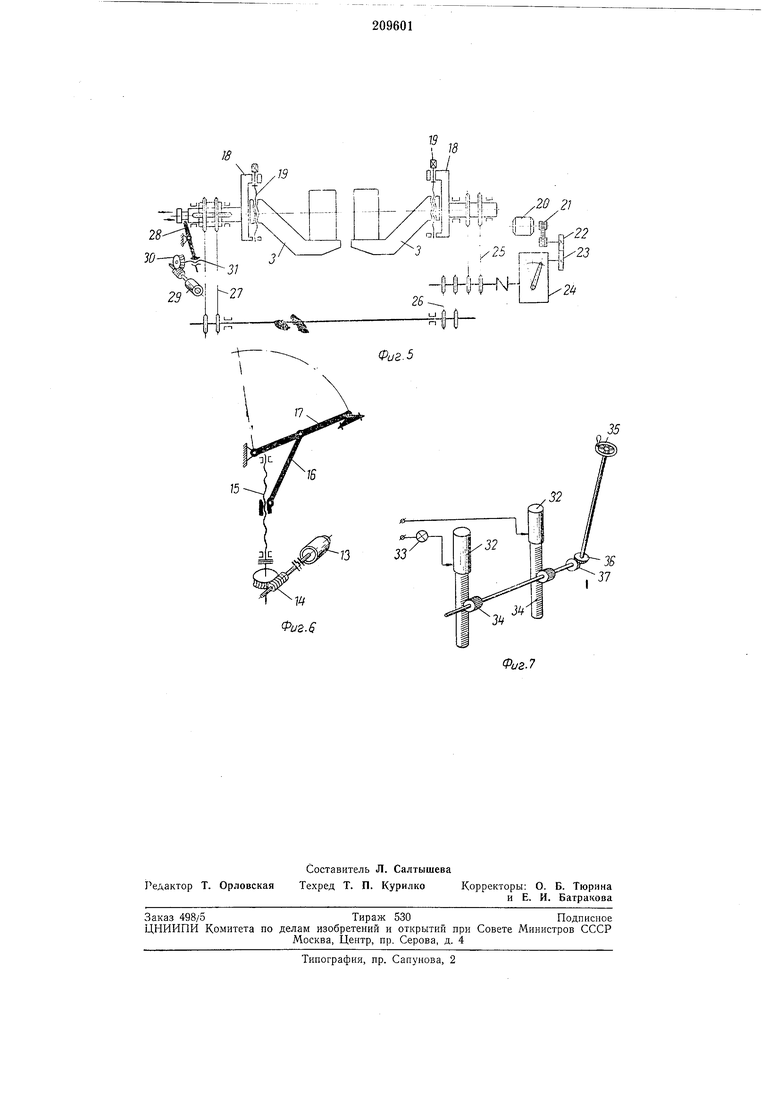
На фиг. 1 изображен центратор, в патронах которого зажаты сектора свариваемого отвода; на фиг. 2 - то же, разрез по А-А фиг. 1; на фиг. 3 - схема привода роликовых кантователей; на фиг. 4 - ролик кантователя; на фит. 5 - кинематическая схема главного привода; на фит. 6 - кинематическая схема верхнего прижима; на фиг. 7 - схема Подключения сигнальной лампочки к электрическим контактам выдвижных упоров.
Центратор состоит из смонтированных на общей раме двух стоек 1 и 2 с цатронами 3, которые снабжены расположенными под углом 1К горизонтали роликовыми кантователями.
Каждый «антователь содержит два ролика 4, вращающихся от общего электродвигателя 5 через червячные пары 6. На наружной поверхности роликов, в пазах .укреплены
скользуны 7, по которым устанавливаемая в центраторе деталь под действием собственного веса скатывается -вниз до выдвижных упоров.
При вращении |роликов скользуны создают дополнительное трение для поворота свариваемой детали. Детали в патронах закрепляются двумя боковыми раздвижными зажимами 8 с резиновыми прокладками на внутренних поверхностях, а также четырьмя регулируемыми верхними откидными прижимами 9.
Зажимы 8 выполнены в виде параллельных тисков, щеки которых при установке перемещаются в направляющих 10 посредством винта с правой и левой .нарезкой на концах. Вращение передается винту от электродвигателя // через червячную пару 12. Каждый откидной прижим 9 имеет индивидуальный привод, состоящий из электродвигателя 13, червячной
пары 14, винтовой передачи 15 и рычагов 16 и 17.
Патроны перемещаются в направляющих планшайб 18 при помощи винтовых передач 19. Патроны с планщайбами могут также враэлектродвигатель 20, кяиноременную передачу 21, сменные шестерни 22 и 23, трехступенчатую коробку скоростей 24 и цепные передачи 25, 26 и 27.
Одна из планшайб (на фиг. 1 - левая) моЖет перемещаться вдоль оси вращения посредством рычага с в,илкой 28, -который поворачивается электродвигателем 29 через червячную inaipy 30 и винтовую передачу 31 (см. фиг. 5). Ролики выдвижных упоров 32 являются контактами в цепи сигнальной лампочки 33 (см. фиг. 7).
Подъем и опускание упоров производится реечным механизмом 34 вручную от маховика 35 через конические шестерни 36 и 37.
При подготовке центратора к работе оба патрона 3 центратора устанавливают в направляющих планшайб 18, затем левый передвижной патрон сЗ смещают влево от рабочего положения на величину диаметра ролика выдвижного упора 32, чтобы центр эллипса свариваемого торда находился на оси вращения центратора.
Свариваемую деталь устанавливают на .ролики 4 кантователя левого латрона так, чтобы большая образующая цилиндрической поверхности сектора оказалась в нижнем положении, яри этом деталь скатывается по скользунам 7 до упора 32. Вращая ролики 4 кантователя, поворачивают деталь вокруг ее оси до тех пор, пока она не коснется торцом
обоих контактных роликов упоров 32 и замкнет электрическую цепь с лампочкой 33.
Как только лампочка загорается, вращение деталей прекращают, так как в этом положеНИИ плоскость свариваемого торца детали перпендикулярна оси вращения центратора. После этого деталь закрепляют боковыми зажимами 8 и верхними откидными прижимами 9, и левый патрон с деталью отодвигают
от упоров 32 на 5-10 мм. Затем устанавливают и закрепляют в той же последовательности вторую свариваемую деталь в правом патроне, опускают упоры 32 и перемещают левый патрон вправо до соприкосновения свариваемых деталей.
Кромки свариваемого 1стыка для совмещения дефорлшруют, изменяя усилия на боковых и верхних зажимах.
Предмет изобретения
Центратор для сборки и свар,ки отводов стальных трубопроводов, содержащий смонтированные на общей раме стойки с двумя патронами и зажимное устройство, отличающийся тем, что, с целью повышения производительности, на обоих патронах установлены роликовые кантователи, ролики которых расположены .под требуемым углом к оси свариваемого стыка, причем каждый ролик
выполнен в виде ребристой втулки, на ребрах которой установлены тела качения.
2
иг.З
Фиг.2
ФцгЛ
.20 21
nilj- ./rTim
(I II mrf
11 ГфР00
- .
/
Hh(l-f-N- /
/2«
.5
| название | год | авторы | номер документа |
|---|---|---|---|
| Установка для сборки и сварки обечаек из сегментов | 1988 |
|
SU1816255A3 |
| Устройство для шовной сварки труб | 1977 |
|
SU716739A1 |
| Вращатель свариемых трубчатых фасонных изделий | 1976 |
|
SU616103A1 |
| Труборезный автомат | 1982 |
|
SU1055593A1 |
| Устройство для обработки внутреннихпОВЕРХНОСТЕй ТЕл ВРАщЕНия | 1979 |
|
SU841920A1 |
| ВНИИМОНТАЖСПЕЦСТРОЯ | 1970 |
|
SU259303A1 |
| Стенд для сборки и одностороннейАВТОМАТичЕСКОй СВАРКи ТОНКОлиСТОВыХКОНСТРуКций | 1979 |
|
SU837694A1 |
| Устройство для фиксации и прижима свариваемых деталей | 1977 |
|
SU707741A1 |
| Установка для сборки и сварки секций трубопроводов | 1980 |
|
SU929382A1 |
| Автомат для приварки к торцам труб элементов соединительной арматуры | 1974 |
|
SU640830A1 |