Известны -способы изготовления жестких минераловатных плит на феноло-формальдегидной связке, при которых тепловая обработка сформированного ковра осуществляется путем нагревания его до 170-190°С, выдержки при этой температуре и последующего охлаждения.
Цель изобретения повысить жесткость плит и снизить их объемный вес.
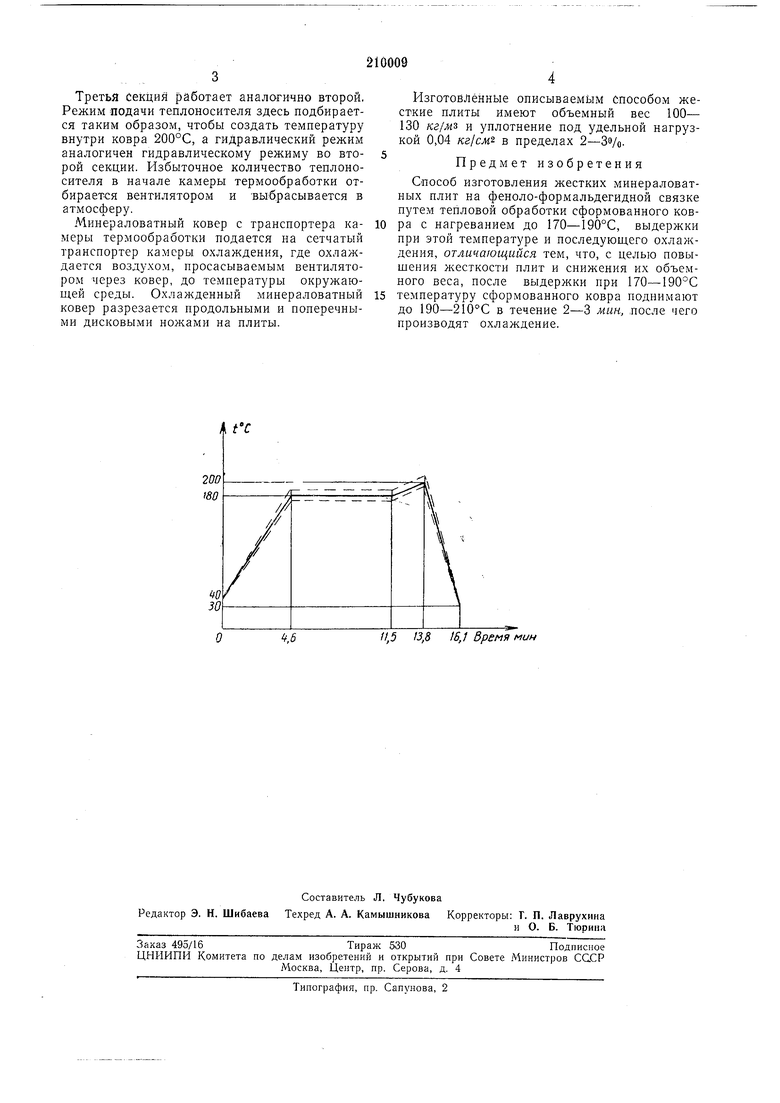
Достигается это тем, что после выдержки при 170-190°С температуру сформированного ковра поднимают до 190-210°С в течение 2-3 мин, после чего ковер охлаждают.
На чертеже представлен график тепловой обработки сформованного ковра.
Формирование минераловатного ковра осуществляют в камере осаждения при помощи центробежно-дутьевой установки для получения минерального волокна и отдельного сопла, подающего феноло-формальдегидную эмульсию в летящий поток минерального волокна.
Из камеры осаждения сформованный ковер с влажностью ЗО/о и температурой 40-50°С поступает на пластинчатый транспортер камеры термообработки, которая разделена перегородками на три равные секции. Каждая секция имеет свой газовый подтопок и рециркуляционный вентилятор производительностью 25000 MS/час.
В первой секции (по ходу ковра) рециркуляционным вентилятором теплоноситель подается под ковер и сверху отсасывается этим же вентилятором, поступает в камеру смешивания первого подтопка, где смешивается с горячими дымовыми газами до необходимой температуры и вентилятором снова нагнетается под ковер этой секции. При этом режим подачи теплоносителя (количество теплоносителя, подаваемого в единицу времени и его температура) подбирается таким образом, чтобы создать температуру внутри ковра 140- 160°С. При этом гидравлический режим должен составлять: разрежение над ковром от
-2,5 до -5 мм вод. ст., под ковром от -|-0,5 до -3,5 мм вод. ст.
Во второй секции теплоноситель рециркуляционным вентилятором подается сверху ковра, просасывается через ковер и отбирается снизу ковра в камеру второго подтопка, где смешивается с горячими дымовыми газами до необходимой температуры и вентилятором снова нагнетается в ту же секцию сверху ковра.
Режим подачи теплоносителя подбирается таким образом, чтобы создать температуру внутри ковра 170-190°С. Причем гидравлический режим должен составлять: разрежение под ковром от -2,5 до -3 мм вод. ст., над
Третья секция работает аналогично второй, Режим подачи теплоносителя здесь подбирается таким образом, чтобы создать температуру внутри ковра 200°С, а гидравлический режим аналогичен гидравлическому режиму во второй секции. Избыточное количество теплоносителя в начале камеры термообработки отбирается вентилятором и выбрасывается в атмосферу.
Минераловатный ковер с транспортера камеры термообработки подается на сетчатый транспортер камеры охлаждения, где охлаждается воздухом, просасываемым вентилятором через ковер, до температуры окружающей среды. Охлал денный минераловатный ковер разрезается продольными и поперечными дисковыми ножами на плиты.
Изготовленные описываемым способом жесткие плиты имеют объемный вес 100- 130 к:г/./из и уплотнение под удельной нагрузкой 0,04 /ce/c 2 в пределах .
гг
Предмет изобретения
Способ изготовления жестких минераловатных плит на феноло-формальдегидной связке путем тепловой обработки сформованного ковра с нагреванием до 170-190°С, выдержки при этой температуре и последующего охлаждения, отличающийся тем, что, с целью повыщения жесткости плит и снижения их объемного веса, после выдержки при 170-190°С
температуру сформованного ковра поднимают до 190-210°С в течение 2-3 мин, лосле чего производят охлаждение.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ тепловой обработки минераловатного и стекловолокнистого ковра | 1986 |
|
SU1337264A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЖЕСТКИХ МИНЕРАЛОВАТНЫХ ПЛИТ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1992 |
|
RU2024444C1 |
| Способ изготовления минераловатных плит | 1978 |
|
SU767077A1 |
| Способ изготовления жестких минераловатных плит | 1987 |
|
SU1533858A1 |
| Теплоизоляционный материал | 1971 |
|
SU443853A1 |
| Устройство для изготовления жестких минераловатных плит | 1984 |
|
SU1178626A1 |
| СПОСОБ ПРОИЗВОДСТВА ТЕПЛОИЗОЛЯЦИОННЫХ МИНЕРАЛОВАТНЫХ ИЗДЕЛИЙ | 2014 |
|
RU2566164C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТЕПЛО- И ЗВУКОИЗОЛЯЦИОННЫХ ИЗДЕЛИЙ | 1990 |
|
RU1765996C |
| Способ изготовления минераловатных плит | 1987 |
|
SU1451020A1 |
| Способ изготовления теплоизоляционных изделий | 1988 |
|
SU1622123A1 |
200 80
//
//
40 30
