Изобретение относится к промышленности теплозвукоизоляционных строительных материалов для изготовления жестких минераловатных плит.
Цель изобретения - обеспечение возможности регулирования степени предварительного обезвоживания ковра и снижение потерь связующего.
На чертеже представлена принципиальная схема устройства для изготовления жестких минераловатных плит.
Устройство для изготовления жестких минераловатных плит содержит питатель 1 гидромассы, формовочный конвейер 2 с профилирующим 3 и подпрессовочным 4 барабанами, выполненную в виде щели с регулируемым зазором систему 5 естественного обезвоживания гидромассы, систему вакуумобезвоживания с вакуумстолом 6 и бассейном 7 для сбора и возврата связующего, расположенную над вакуумстолом 6 между профилирующим 3 и подпресовочным 4 барабанами дополнительную камеру 8, камеру 9 тепловой обработки, соединенную каналами 10 и 11 соответственно подачи свежего и отбора рециркуляционного теплоносителя с муфельными подтопками печи 12, снабженной циклонным смесителем 13.
Камера 8 с помощью газоходов 14 и 15, снабженных поворотно-регулирующими заслонками 16 и 17, соединена с каналами 10 и 11 подачи свежего и отбора рециркуляционного теплоносителя из первой зоны 18 камеры 9 тепловой обработки и перегорожена по ходу конвейера 2 поперечным L-образным шибером 19 на две зоны 20 и 21. Оптимальная площадь камеры 8 в плане равна 0,3-0,7 площади вакуумстола 6.
Уменьшение площади камеры 8 менее 0,3 площади вакуумстола 6 приводит к резкому снижению эффекта горячего вакуумирования в части уменьшения потерь связующего. Увеличение площади камеры более 0,7 площади вакуумстола приводит к неоправданному увеличению затрат тепла на горячее вакуумирование и к снижению качества готовой продукции.
Устройство работает следующим образом.
Приготовленная в смесителе (на чертеже не показана) гидромасса с помощью питателя 1 равномерно распределяется на формовочном конвейере 2. Проходя над системой 5 естественного обезвоживания, гидромасса частично обезвоживается за счет гидростатического давления слоя (столба) жидкости и далее, пройдя под профилирующим барабаном 3, поступает в систему принудительного вакуумобезвожи вания, где производится ее дальнейшее обезвоживание сначала за счет прососа через ковер с помощью вакуумстола 6 холодного воздуха (из цеха) до 60-40%,, а затем за счет прососа горячих газов, подаваемых
5 в камеру 8 по газоходу 14 из канала 10 свежего теплоносителя первой зоны 18 камеры 9 тепловой обработки. Часть горячих газов, поступающих из канала 10 свежего теплоносителя в первую зону 20 камеры 8, просасывается через щель между ковром
0 и А-образным шибером, прижимаясь к ковру, и поступает во вторую зону 21 камеры 8. Избыток отработанного теплоносителя сбрасывается из зоны 21 камеры 8 через газоход 15 в канал 11 рециркуляционного теплоносителя камеры 9 тепловой обработки. Комплексное воздействие на изменение подачи теплоносителя в камеру 8 с помощью поворотно-регулирующей заслонки 16 и сброса избытка отработавшего теплоносителя из нее с помощью заслонки 17, на степень прижима потока теплоносителя, перетекающего из зоны 20 в зону 21 камеры 8с помощью L-Образного шибера, а также на величину разрежения в системе вакуумотсоса, обеспечивает возможность ведения процесса горячего обезвоживания при оптимальных
режимах.
Использование изобретения позволяет за счет организации оптимального ведения процесса горячего вакуумобезвоживания суо щественно снизить остаточную влажность ковра (до 20-30%) перед подачей его на тепловую обработку и тем самым заметно сократить потери связующего, с капельным уносом при продувке ковра в камере тепловой обработки.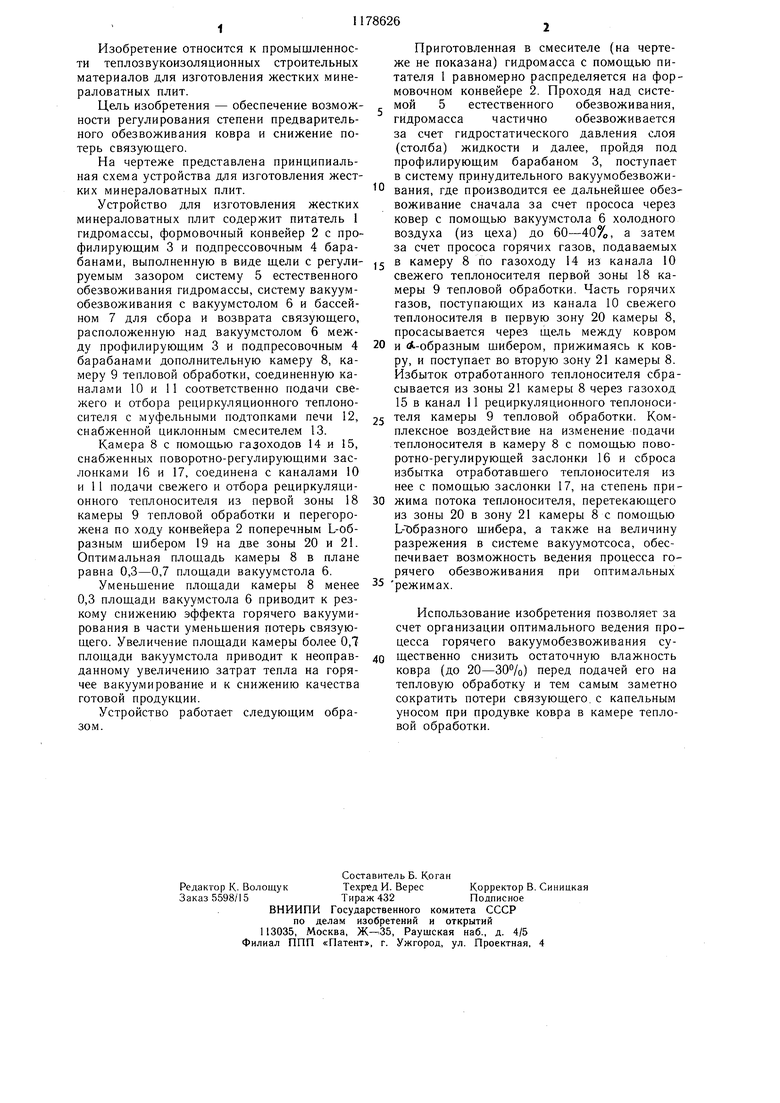
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для изготовления жестких минераловатных плит | 1986 |
|
SU1380960A2 |
| Устройство для формования жестких минераловатных плит из гидромассы | 1983 |
|
SU1096257A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЖЕСТКИХ МИНЕРАЛОВАТНЫХ ПЛИТ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1992 |
|
RU2024444C1 |
| Устройство для изготовления профилированных минераловатных изделий | 1980 |
|
SU908781A1 |
| Устройство для изготовления профилированных волокнистых изделий | 1986 |
|
SU1344606A1 |
| Способ изготовления минераловатных плит | 1979 |
|
SU857085A1 |
| Линия для изготовления гидрофобизированных минераловатных изделий | 1985 |
|
SU1315315A1 |
| УСТРОЙСТВО ДЛЯ ФОРМОВАНИЯ ВОЛОКНИСТЫХ ТЕПЛОИЗОЛЯЦИОННЫХ ПЛИТ | 1996 |
|
RU2129067C1 |
| Установка для изготовления минераловатных изделий | 1981 |
|
SU1044618A1 |
| Поточная линия для изготовления жестких минераловатных плит | 1980 |
|
SU937433A1 |
УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ЖЕСТКИХ МИНЕРАЛОВАТНЫХ ПЛИТ, содержащее питатель гидромассы, формовочный конвейер с профилирующим и подпрессовочным барабанами, камеру тепловой обработки с каналами подачи и отбо„ 5 16 10 Пульпа ,-гг LLbni,pz Vi . Вакуупотсос -w ра теплоносителя и систему обезвоживания и возврата связующего с размещенным под рабочей ветвью конвейера вакуумным столом и установленной над ним дополнительной камерой, соединенной газоходами с камерой тепловой обработки, отличающееся тем, что, с целью обеспечения возможности регулирования степени предварительного обезвоживания ковра и снижения потерь связующего, дополнительная камера снабжена установленным перпендикулярно продольной оси конвейера Ь-Тэбразным шибером, разделяющим ее на зоны подачи и отбора теплоносителя, соединенные посредством газоходов с регулирующими заслонками с соответствующими каналами камеры тепловой обработки, i причем дополнительная камера размещена между профилирующим и подпрессовочным барабанами, а площадь ее сечения в плане (Л равна 0,3-0,7 площади вакуумстола. v 00 Од to 05 Тракт свежего теплоносателя (SaSflcHuej Трок/п рециркуляции (pQ3pe)ffeHue)
| Поточная линия для изготовления жестких минераловатных плит "изотроп" | 1974 |
|
SU493357A1 |
| Очаг для массовой варки пищи, выпечки хлеба и кипячения воды | 1921 |
|
SU4A1 |
| Устройство для изготовления теплозвукоизоляционных изделий | 1976 |
|
SU644753A1 |
| Очаг для массовой варки пищи, выпечки хлеба и кипячения воды | 1921 |
|
SU4A1 |
