Изобретение относится к области изготовления оборудования для контактной сварки проволочных или прутковых сеток.
Известные машины контактной сварки сеток, содержащие станину, сварочное устройство, механизм подачи продольной проволоки, устройство для обрезания сеток и механизм подачи поперечной проволоки с узлом управления и ножницами для обрезания поперечной проволоки не позволяет получать сетки трапецеидальной формы и сетки с несимметричными выпусками поперечных стержней за бортовые продольные стержни.
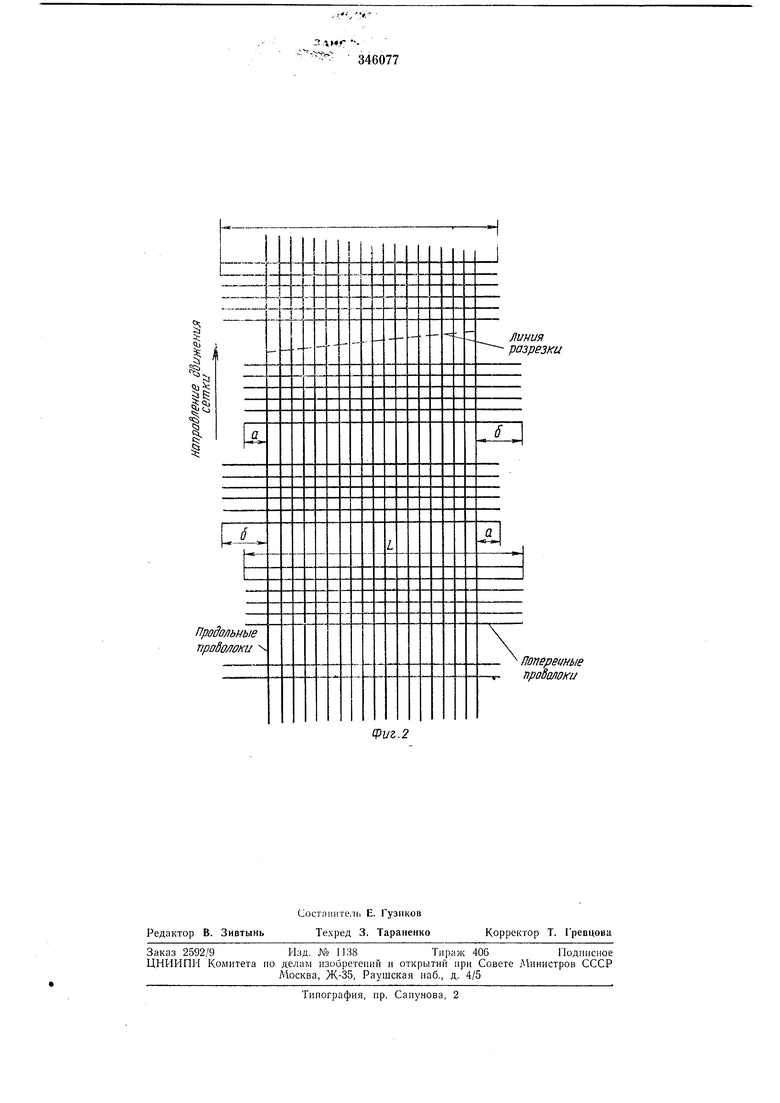
Предложенная конструкция обеспечивает изготовление сеток трапецеидальной формы с ассиметричными выпусками поперечной проволоки за бортовые продольные стержни, так как она обладает узлом управления подачи поперечной проволоки и ножницами для ее обрезания, смонтированными на каретках, установленных на направляющих станины. Каретки обладают способностью совершать возвратно-поступательные движения, ограниченные регулируемыми упорами, которые размещены на указанных направляющих; устройство для обрезания сеток размещено на раме, один конец которой шарнирно связан со станиной, а другой соединен с приводом.
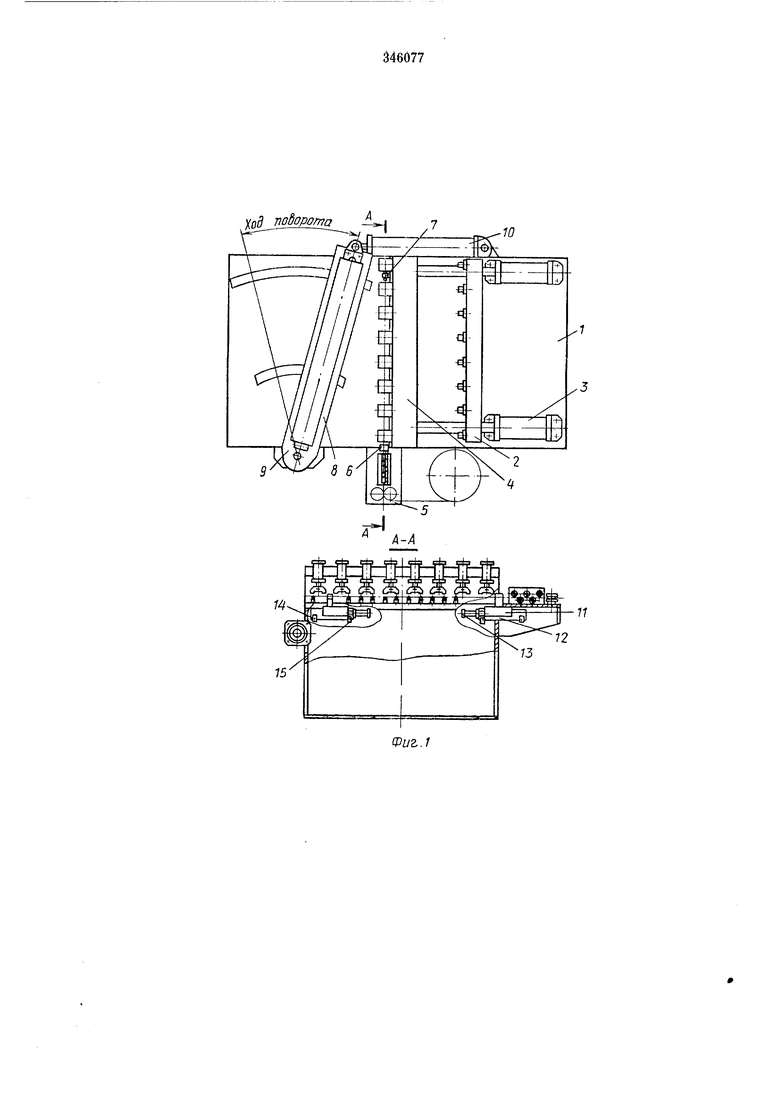
Машина состоит из станины /, на которой смонтированы траверсы продольной подачи сетки 2 с приводом 3, многоэлектронного сварочного устройства 4, механизма подачи поперечной проволоки 5 с ножницами для обрезания 6 и узла управления механизмом подачи поперечной проволоки 7. За сварочным устройством 4 (по ходу сетки) на станине / установлено устройство для обрезания сетки
8, смонтированное на раме 9, выполненной таким образом, что возможен поворот ее относительно сварочного устройства, который осуществляется от индивидуального привода Ж
Ножницы для отрезания поперечной проволоки 6 и узел управления механизмом нодачи поперечной проволоки 7 смонтированы на каретках И, имеющих возвратно-поступательное перемещение от индивидуальных приво дов 13 по направляющим 12. Ход кареток И ограничивается упорами М и 15, имеющим наладочное перемещение вдоль направляющих 12. Машина работает следующим образом.
Продольные прутки подаются под сварку цанговыми или иными захватами траверсой 2. Поперечная проволока поступает под сварочные электроды при номощи механизма 5. Передний конец поперечной проволоки дает
подачи 5. При каждом срабатывании узла 7 ведется отсчет количества поданиых поперечных проволок и подается команда на остановку механизма подачи 5 и отрезание заданного размера проволоки ножницами 6. Затем срабатывает многоэлектродное сварочное устpofiCTBo 4, поперечная проволока приваривается к сетке, траверса 2 с приводом 3 продольной подачи перемещает сетку на заданный шаг и цикл повторяется.
При отсчете узлом 7 заданного программой количества поданных поперечных проволок дается команда на приводы 13 подвижных кареток 11. При этом каретки 11, со смонтированными на них узлом 7 управления механнзмом нодачи поперечной проволоки 5 и ножницами для отрезания поперечной проволоки 6 перемещаются по направляющим 12 от упора 14 в положение фиксируемое упором 15, обеспечивая заданное изменение боковых выпусков поперечных проволок в сетке. Управление перемещением узла 7 и ножниц 6 может производиться одновременно или автономно, в зависимости от заданной нрограммы, обеспечивая изменение боковых выпусков поперечных проволок в различных комбинациях в зависимости от конструкции изготавливаемой сетки.
Для изготовления сетки трапецеидальной формы и безотходного раскроя ее из бесконечной сетки-заготовки, выходящей из сварочного устройства 4, рама 9 устройства для отрезания сетки 8 после каждого цикла приводом 10 поворачивается вокруг вертикальной осн относительно сварочного устройства 4 на угол, установленный при наладке машины.
Предмет изобретения
Мащина для контактной сварки проволочных сеток, содержащая станину, сварочное устройство, механизм подачи продольной проволоки, устройство для отрезки сеток, механизм подачи поперечной проволоки с узлом управления механизмом подачи и ножницы для отрезки поперечной проволоки, отличающаяся тем, что, с целью получения сеток трапецеидальной формы с несимметричными выпусками поперечных проволок за
бортовые крайние продольные стержни, узел управления механизмом подачи поперечной проволоки и ножницы для ее отрезки смонтированы на каретках, установленных на направляющих станины с возможностью возвратно-поступательного движения, ограниченного регулируемыми упорами, размещенными на указанных направляющих, а устройство для отрезки сеток размещено на раме, один конец которой шарнирно связан со стаНИНОЙ, а другой соединен с приводом.
jdjS тюборота
10
I
Р
о
Линия разрезки
| название | год | авторы | номер документа |
|---|---|---|---|
| Линия для изготовления пространст-ВЕННыХ АРМАТуРНыХ KAPKACOB | 1977 |
|
SU804134A1 |
| АВТОМАТИЧЕСКАЯ ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ СЕТОК | 2004 |
|
RU2270082C1 |
| Устройство для сварки сеток | 1986 |
|
SU1391832A1 |
| Машина для сварки объемныхАРМАТуРНыХ KAPKACOB пРяМОугОльНОгОСЕчЕНия | 1978 |
|
SU799881A1 |
| Линия контактной точечной сварки пространственных арматурных каркасов | 1974 |
|
SU523772A1 |
| Автоматическая линия для сварки плоских сеток | 1991 |
|
SU1801071A3 |
| Машина для контактной точечной сварки арматурных сеток | 1982 |
|
SU1138276A1 |
| Устройство для подачи поперечных стержней | 1977 |
|
SU712225A1 |
| МНОГОТОЧЕЧНАЯ КОНТАКТНАЯ СВАРКА АРМАТУРНЫХ СЕТОК | 2000 |
|
RU2170163C1 |
| МАШИНА ДЛЯ КОНТАКТНОЙ ТОЧЕЧНОЙ СВАРКИ АРМАТУРНЫХ СЕТОК | 1972 |
|
SU435081A1 |
р:
продольные проВомки
Поперетые -г- npobofloifu
