Известен способ контактной сварки микропроводников, п;ри котором с ;изолмрованного проводника в зоне сварки удаляют изоляцию механичесюим воздействием с нагревом, после чего производят сварку с зоне контактирования проводникав.
Пр.едложенный способ отличается от известного тем, что нагрев при удалении изоляции производят подключением концов изолированного проводника к источнику питания, предназиачен.ному для подогрева, а сварку осуществляют после отключения источника подогрева импульсом сварочного тока жесткой формы (высокой частоты) от сварочного источника питания путем подключения к нему концов свариваемых проводников.
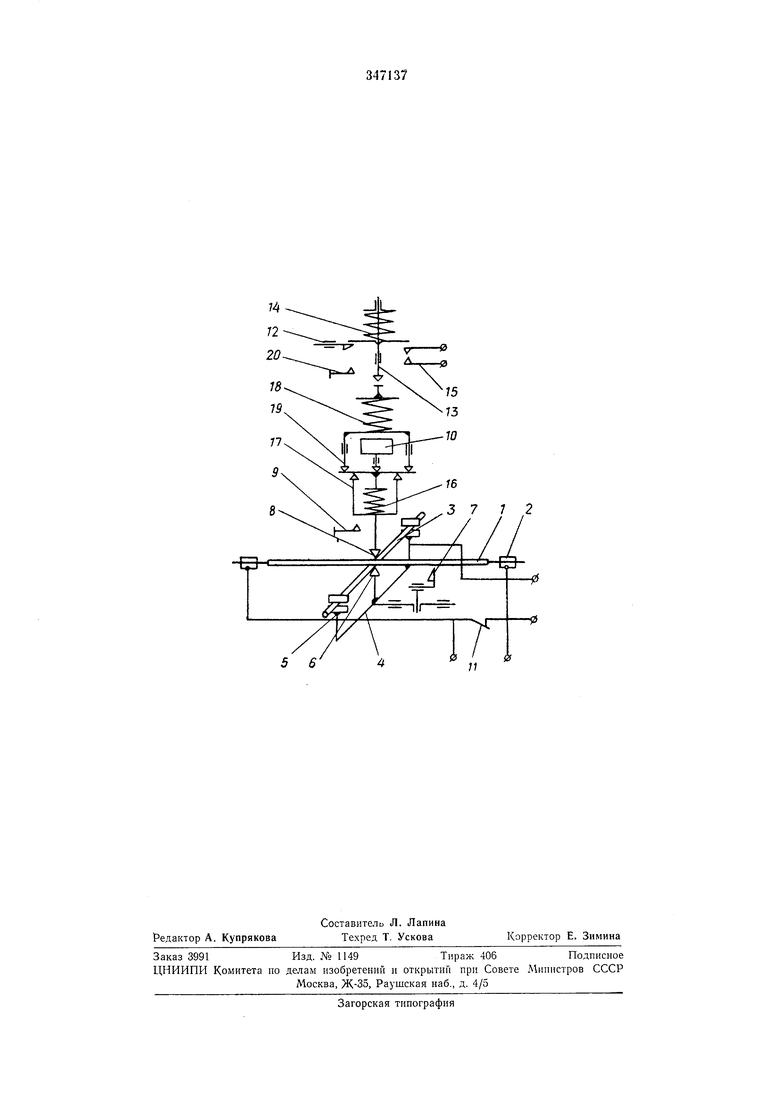
На чертеже представлена схема осуществления предлагаемого способа контактной сварки микропроводников вкрест, изолированного с неизолированным.
Изолированный проводиик / по оголеиным концам зажимается в токоподводящих губках 2. Неизолированный проводник 3 зажимается в токоиодводящем устройстве 4, содержащем токоподводы 5 и опору 6 под зоной сварки.
влево так, что нож 7 располагается под нроводником / в том месте, где находится прижим 8 (на чертеже показана позиция перед сваркой, когда упо мянутые элементы смещены вправо). Нож перемещается вверх и усилием прижимает ироводник 1 к прижиму 6. При этo прижиа S, опираясь на упар 9, находящийся в верхнем положении, (на чертеже упор 9 показан в поз1ЩИИ неред свар.кой, опущенным вниз) уравновешивает усилие ножа 7 за счет груза 10. Размыкается контакт 11, и через токоиодводы оба конца проводника подключаются к источнику переменного тока. Импульс переменного тока оиределеиной величины и длительности нагревает проводник У, размягчая изоляцию. При этом нож 7 под действиe определенного усилия, перемещаясь вверх, перерезает изоляцию с нижней стороны. Повторный импульс тока вновь размягчает изоляцию, а нож 7 при этом, перемещаясь вправо на расстояние, определяемое иеобходи.мой шириной зоны сварки, снимает изоляцию с нижней стороны. Затем нож опускается, и устройство 4 с закреплеииы.м в нем проводником 3, и иож перемещаются вправо так, что проводник 5 располагается над оголенным участком проводника /. Уиор 9 опускается, и под действием груза приж.им 8 сжимает иа жесткой опоре 6 проводипки 5 и / малым усилием, обусловливающим повышенное контактиое сопротивление между проводинка.ми. Замыканием контакта 9 оба 1конца нроводника / подключаются к одной клемме источника ;нмпульса сварочного тока. Ко второй клемлю источника подключен нр(),1 ОД1111к /). Затем ()суи1,ествляется сварка. Для этого оиускаетея заи(елка 12 ударника /.V, котор п 1 нружнной J4 нат1равляется , на нути замыкая микроконтакт 15, которьн иодает ен,г.нал на устройство, включающее импульсы сварочного тока (содержащее, например, тиратрон или тиристор). Импульс сварочного тока имеет весьма жесткую форму (высокую частоту), которая обусловливает поверхностный эффект. В качестве источника такого пмпульса можно использовать, напри-мер, конденсаторную батарею. Благодаря совместному дейетвию паверхностного эффекта и повышен.ного контактного сопротивления тепловыделение резко концентрируется в зоне .контакта, где образуется прослойка расплавленного металла. Выплеск, прослой.кп в условиях весьма жесткого импульса тока предотвращается одновременно двояким путем. Вопервых, прилшм 8, обладающий .малой массой, под действием пружины 16 поддерживает ,необ.ходнмое давление в прослойке и выжимает ее, при этом упоры 17 отходят от инерциолного груза 10. Соотпонление интенсивности образования и выдавл:ивания прослойки при постоянных прочих параметрах регулируетея натяженне.м пружнны 16, которой может быть равно ллн меньше статического давления от груза 10.
Во-.вторых, удар.ник 13, замкнув микроконтакты 15, при дальнейнюм данжении (илп en,i,e до замыкания микрокоптакта) ежимает упругий элемент 18 (условно представлен в виде пружины). При этом согласованно с моментом включення импульса сварочного тока от упругого элемента 18 через жесткий элемент 19 сообщается быстро нарастающее давление прижиму 8 сначала через пружину 16, так как
уноры 17 при образовании прослойки отходят от груза 10, а затем через упоры J7:
Нарастапие давления на прижиме также способст.нует предотвраи1еи1но выплеска и повьпнает прочпость сварочного соединеи.ия за счет более полного вдавливания расплаплепиой прослойки и пластического деформнровалия ириконтактных слоев, что невозможно обеспечить только за счет малого статнческого
давления от грунта 10. Во нзбежание иедоиустимых пластических деформаций нарастание давления ограничивается положением упора 20. Соотношение иитенсивиоети образования и выдавливания расплавленной прослойки и последующее сосредоточенное деформирование регулируются в этом случае изменением -скорости нарастания да. (за счет изменения коэффициента жесткости упругого элемента 18) и натяжением пружины 14 при оптимальяом согласовании моментов включения импульса тока и начала нарастания давления, что зависит от регулируемого расстояния между микроконтактами 15 и упругим элемептом 18.
Предмет изобретен и я
Способ .коитактиой сварки микропроводников вк;рест, изолированного с пеизолированным, при котором с изолированрюго проводника в зоне сварки удаляют изоляцию механическим воздействием с нагревом, после чего производят сварку в зоне контактироваиия проводников, отличающийся, тем, что, с целью повыщения качества сварки, иагрев при удалеиии изоляции производят подключением концов изолированного проводника к источнику питания, предназначенному для подогрева, а сварку осуществляют после отключения источника
подогрев:а импульсом сварочного тока жесткой формы (высокой частоты) от сварочного источника питания путем подключения к нему концов свариваемых проводн иков.
5 6
SI
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ КОНТАКТНОЙ СВАРКИ ВКРЕСТ ИЗОЛИРОВАННОГО ПРОВОДНИКА С НЕИЗОЛИРОВАННЫМ | 1968 |
|
SU212733A1 |
| УСТРОЙСТВО для КОНТАКТНОЙ СВАРКИ ВКРЕСТ | 1969 |
|
SU236667A1 |
| УСТРОЙСТВО для КОНТАКТНОЙ СВАРКИ ВКРЕСТ | 1969 |
|
SU253966A1 |
| Устройство для контактной микросварки вкрест изолированного проводника с неизолированным | 1986 |
|
SU1329936A2 |
| Устройство для контактной микросварки вкрест изолированного проводника с неизолированным | 1985 |
|
SU1260138A1 |
| СПОСОБ ОДНОСТОРОННЕЙ КОНТАКТНОЙ ТОЧЕЧНОЙ СВАРКИ | 2002 |
|
RU2235626C2 |
| Устройство для приварки изолированного проводника к металлической детали | 1975 |
|
SU541617A1 |
| ТЕПЛОВЫДЕЛЯЮЩИЙ ЭЛЕМЕНТ, СПОСОБ ИЗГОТОВЛЕНИЯ ТЕПЛОВЫДЕЛЯЮЩЕГО ЭЛЕМЕНТА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2001 |
|
RU2219599C2 |
| СПОСОБ УДАЛЕНИЯ ОТЛОМКА ИНСТРУМЕНТА ИЗ КОРНЕВОГО КАНАЛА ЗУБА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2016 |
|
RU2643411C2 |
| Способ и устройство защиты от коррозионного растрескивания сварной металлоконструкции | 2015 |
|
RU2626705C2 |