Известна по основному авт. св. № 156149 конструкция механической руки, объединенной с транспортером. Существующие конструкции механических рук предназначены только для съема деталей из штампа. Однако они имеют некоторые недостатки. Во-первых, цикл срабатывания механической руки является растянутым, что приводит к снижению производительности штамповочной линии, тем более, что при регулировке уровня захвата изменяется высота транспортера. Во-вторых, рама транспортера тяжела и неуравновешена, что приводит к перекосу и заеданию ее на направляющих колонках. В-третьих, при переносе детали из штампа на транспортер деталь под действием собственного веса прогибается и на ней остаются вмятины от захватов.
Предлагаемое устройство позволяет устранить перечисленные недостатки. Его отличительная особенность состоит в том, что на механической руке установлен пневмоцилиндр с гидротормозом, обеспечивающим быстрое и плавное перемещение цилиндра захвата, возможность регулировки скорости его перемещения и гашения инерционных сил. Перемещение цилиндра захвата в рабочее положение начинается сразу после включения пресса. Это позволяет совместить холостой ход руки с ходом ползуна пресса вниз и начинать извлечение детали из штампа в начале подъема ползуна.
Изменен принцип регулировки уровня захвата; поднимается только передний конец рамы вместе с цилиндром захвата, а задний шарнирио крепится к основанию. На Механическую руку установлен склиз, по которому перемещается свободный конец детали при ее движении от штампа до транспортера, что значительно снижает деформацию детали в месте захвата.
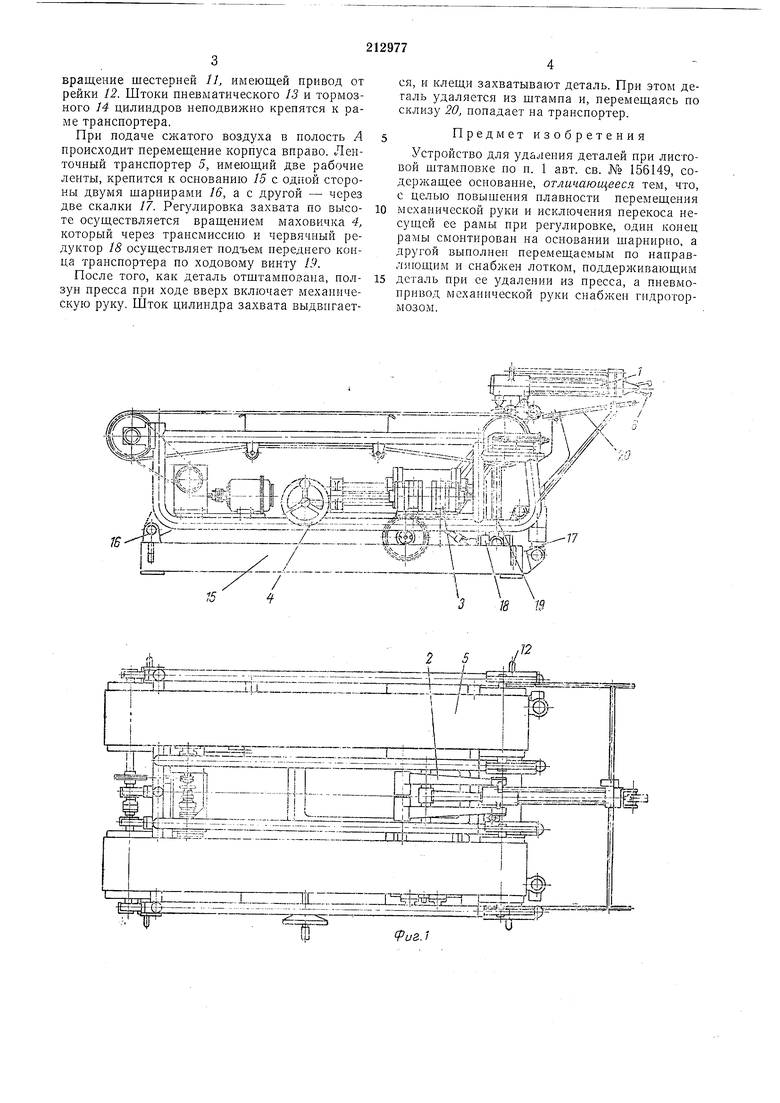
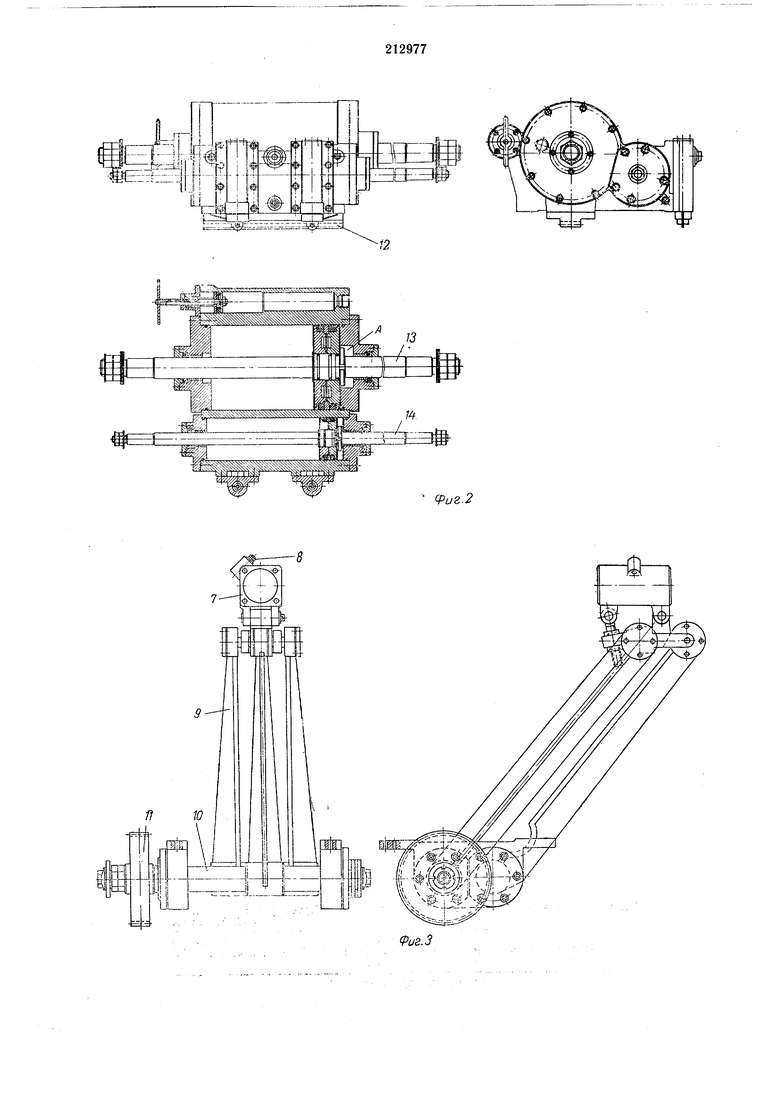
На фиг. 1 представлен общий вид механической руки; на фиг. 2 - пневмоцилиндр с гидротормозом; на фиг. 3 - поворотные рычаги
привода цилиндра захвата.
Механическая рука состоит из следующих основных узлов.
Цилиндр захвата , поворотные рычаги 2, иневмоцалиндр с гидротормозом 3, механизм
вертикальной регулировки захвата 4 и транспортер 5. На конце штока пневматического цилиндра захвата крепятся клещи 6. Зажим клещей осуществляется с помощью специального клинового устройства, имеющего пневмоцилиндр, расположенный внутри поршня, и штока цилиндра захвата. Последний устанавливается во втулке 7 узла поворотных рычагов, которая имеет сухарный зажим 8. Втулка шарнирно соединена с тремя рычагами 9, завращение шестерней 11, имеющей привод от рейки 12. Штоки пневматического 13 и тормозного 14 цилиндров неподвижно крепятся к раме транспортера.
При подаче сжатого воздуха в нолость А происходит перемещение корпуса вправо. Ленточный транспортер 5, имеющий две рабочие ленты, крепится к основанию 15 с одной стороны двумя шариирами 16, а с другой - через две скалки 17. Регулировка захвата по высоте осуществляется вращением маховичка 4, который через трансмиссию и червячный редуктор 18 осуществляет подъем переднего конца транспортера по ходовому винту 19.
После того, как деталь отштампована, ползун пресса при ходе вверх включает механическую руку. Шток цилиндра захвата выдвнгается, и клещи захватывают деталь. При этом деталь удаляется из штампа и, перемещаясь по склизу 20, попадает на транспортер.
Предмет изобретения
Устройство для удаления деталей при листовой штамповке но п. 1 авт. св. № 156149, содержащее основание, отличающееся тем, что, с целью повышения нлавпости перемещения механической руки и исключения нерекоса несущей ее рамы при регулировке, один конец рамы смонтирован на основании шариирно, а другой выполнен перемещаемым по направляющим и снабжен лотком, поддерживающим деталь при ее удалении из пресса, а пневмопривод механической руки снабжен гидротормозом.
| название | год | авторы | номер документа |
|---|---|---|---|
| РОБОТИЗИРОВАННЫЙ КОМПЛЕКС ДЛЯ МНОГОПЕРЕХОДНОЙ ШТАМПОВКИ | 1993 |
|
RU2082527C1 |
| Устройство для подачи материала в рабочую зону пресса | 1987 |
|
SU1488075A1 |
| Автоматическая линия для многопереходной штамповки | 1987 |
|
SU1565563A1 |
| Автоматизированный комплекс для многономенклатурной штамповки деталей из штучных заготовок | 1986 |
|
SU1637909A1 |
| Автоматизированный комплекс для многономенклатурной штамповки деталей из штучных заготовок | 1984 |
|
SU1214290A1 |
| Устройство для установки заготовок в пресс | 1988 |
|
SU1523233A1 |
| Устройство для подачи заготовок к горячештамповочному прессу | 1982 |
|
SU1071341A1 |
| Автоматическая линия горячей штамповки | 1981 |
|
SU996037A1 |
| Линия для многопереходной штамповки деталей из листового материала | 1987 |
|
SU1433587A1 |
| Автоматизированный комплекс для листовой штамповки | 1979 |
|
SU774722A1 |
X ti: 4ЛЗЛг;- ГЩif 1 ly js-:; ., - p4iM {,-.- Ж. - gofiri iiS5 7 -«- ;Г -- -: - - J:./IL::SI:.., л j:./: L::I:, д .r::,--zzi: i-rrS 4:a p :fHl - Г-Ь-- -- }- I I V ,. ;-;;;HifF::rs k m Т1 1;ЙпГ / П.iTf/i i и1 / --Пп ТГП-OTuq(Ш i I; /J/ -.- f ::г:3,Шад|Ш ||||: mih
