Известны устройства для обработки внутренней поверхности полых изделий, например труб, содержащие транспортер передвижения трубы, штангу с зажимами, несущую несколько рядов подпружиненных центрирующих роликовых опор и вращающуюся абразивную головку на одном конце штанги.
Предложенное устройство отличается тем, что, с целью обеспечения поточности обработки, на другом конце штанги установлена вторая вращающаяся абразивная головка, а зажимы, поочередно удерживающие штангу, снабжены каналами для подвода сжатого воздуха или жидкости к приводам абразивных головок и к цилиндрам разжима роликовых опор. С целью возможности использования электропривода вращения образивных головок, зажимы снабжены токопроводами, а штанга - токосъемниками.
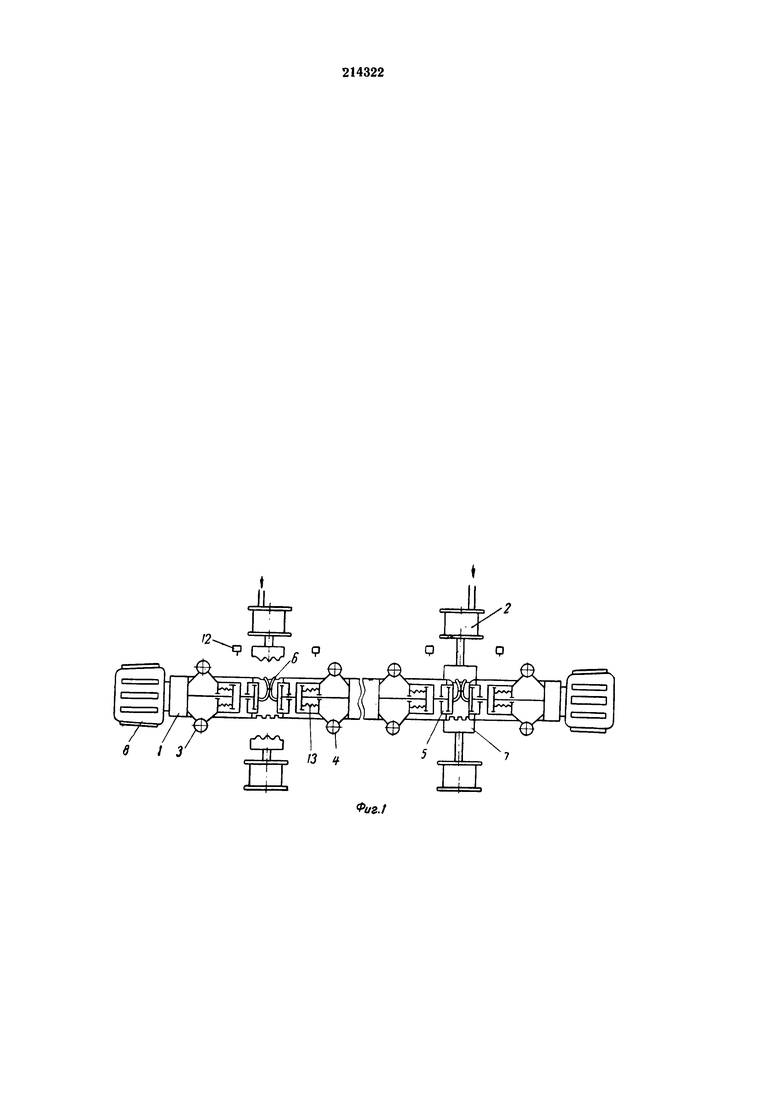
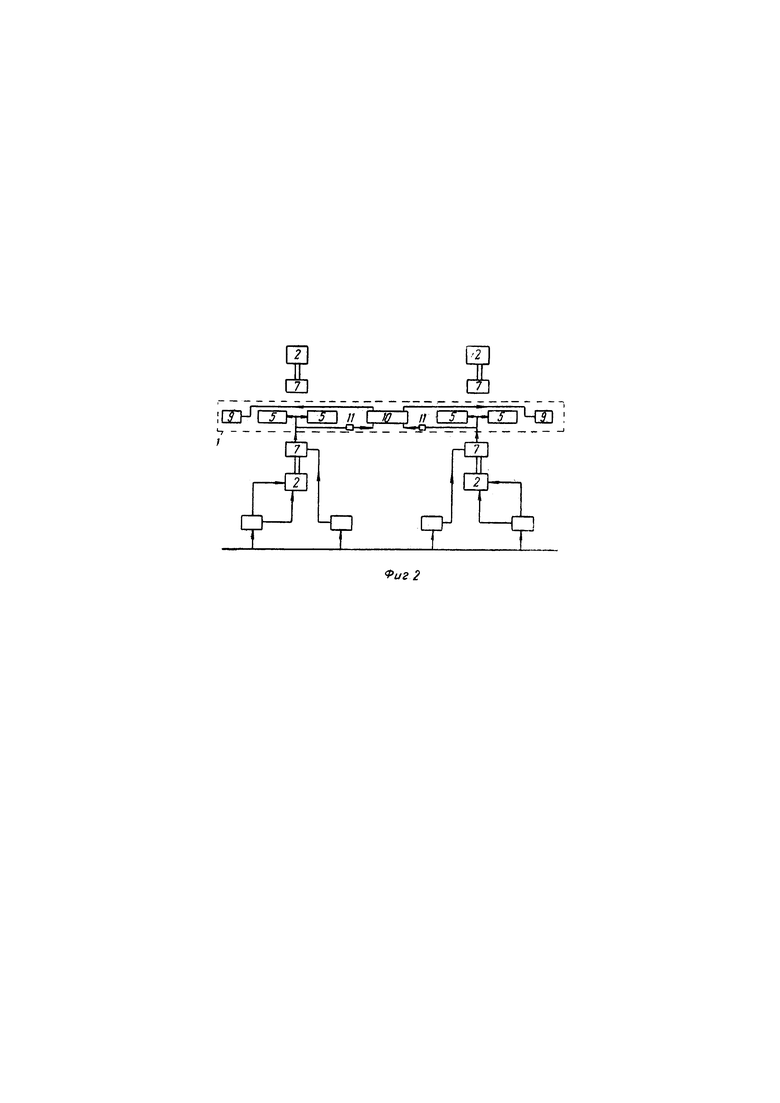
На фиг. 1 изображен общий вид предложенного устройства; на фиг. 2 - блок-схема пневмопривода.
В исходном положении штанга 1 удерживается в неподвижном состоянии зажимами 2. При этом центрирующие ролики 3 и 4 находятся в сжатом состоянии под действием пневмоцилиндров 5, которые питаются сжатым воздухом, подведенным в опорных местах 6 штанги через контактные головки 7 зажимов 2.
Абразивные головки 8, расположенные по концам штанги, имеют индивидуальные приводы 9. Подвод питания к приводам головок осуществляется непрерывно от аккумулятора сжатого воздуха 10, который постоянно подпитывается сжатым воздухом, подводимым через контактные головки зажимов в период удерживания ими штанги. Для предотвращения выхода воздуха из аккумулятора предусмотрены обратные клапаны 11. В случае использования электрического привода образивных головок подвод питания к ним осуществляется посредством контактных колец, вмонтированных в опорных участках штанги и изолированных от нее (на чертеже не показано). Такие же контактные кольца вмонтированы в контактные головки.
После подачи трубы дозатором на транспортный рольганг она направляется к штанге 1 и находит на первую абразивную головку, постоянно вращающуюся. Как только труба дойдет до первой (по ходу) пары зажимов, срабатывает электрический сигнализатор 12, расположенный вне штанги, который дает сигнал на раскрытие этих зажимов. При этом труба оказывается над участком штанги с первым рядом центрирующих роликов. Одновременно с раскрытием первой пары зажимов происходит удаление сжатого воздуха из пневмоцилиндров 5, и ряд центрирующих роликов 3, который оказывается внутри трубы, расходится и плотно прижимается к внутренней поверхности трубы под действием пружины 13. Кроме того, для строгого слежения блока роликов по внутреннему диаметру трубы, каждый ролик индивидуально подпружинен (на чертеже не показано). Центрирующие ролики 4, расположенные после опорного участка 6 штанги, расходятся с некоторым запаздыванием, определяемым скоростью движения трубы и осуществляемым предусмотренным в конструкции штанги устройством, например дросселем, задерживающим выпуск воздуха из пневмоцилиндра.
После прохождения трубы под опорным участком 6 штанги аналогичный сигнализатор 12 дает сигнал на закрытие зажимов 2. При этом они плотно обхватывают и удерживают штангу 1. В это же время осуществляется подвод сжатого воздуха к пневмоцилиндрам 5, которые сжимают блоки центрирующих роликов 3 и 4, преодолевая усилие пружин 13. Работа остальных блоков центрирующих роликов осуществляется аналогично.
Расстояние между крайними зажимами незначительно превышает максимальную длину обрабатываемой трубы, так что в любое время хотя бы один из зажимов удерживает штангу. Таким образом, весь процесс отделки осуществляется автоматически при непрерывном движении трубы по рольгангу.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО для ДЕФЕКТОСКОПИИ ВНУТРЕННЕЙ ПОВЕРХНОСТИ ТРУБ | 1967 |
|
SU192466A1 |
| Станок-полуавтомат четырехстороннего закругления ребер деревянных корпусов | 1984 |
|
SU1255434A1 |
| Поточная линия для производства эмалированных труб | 1981 |
|
SU989900A1 |
| Автоматизированная линия для термического упрочнения изделий | 1985 |
|
SU1294843A1 |
| Машина для контактной стыковой сварки труб большого диаметра | 1981 |
|
SU977124A1 |
| Линия резки труб | 1981 |
|
SU1006101A1 |
| Поточная линия для сборки и сварки листов в полотнища | 1976 |
|
SU647090A1 |
| 1 ЬС^СОЮЗНАП | 1973 |
|
SU380743A1 |
| Установка для клеймения изделий | 1990 |
|
SU1793981A3 |
| Многоэлектродная машина для контактной сварки | 1985 |
|
SU1419841A1 |
1. Устройство для обработки внутренней поверхности полых изделий, например труб, содержащее транспортер передвижения трубы, штангу с зажимами, несущую несколько рядов подпружиненных центрирующих роликовых опор и вращающуюся абразивную головку на одном конце штанги, отличающееся тем, что, с целью обеспечения поточности обработки, на другом конце штанги установлена вторая вращающаяся абразивная головка, а зажимы, поочередно удерживающие штангу, снабжены каналами для подвода сжатого воздуха или жидкости к приводам абразивных головок и к цилиндрам разжима роликовых опор.
2. Устройство по п. 1, отличающееся тем, что, с целью возможности использования электропривода вращения абразивных головок, зажимы снабжены токопроводами, а штанга - токосъемниками.
