Известны бесцентрово-шлифовальные станки для шлифования на башмаках наружных поверхностей деталей типа колец подшипников, выполненные в виде неподвижно закрепленной шлифовальной бабки, несущей шлифовальный круг и качающейся вокруг оси бабки изделия.
В описываемом станке для обеспечения стабильной наладки при шлифовании на башмаках и увеличения жесткости и виброустойчивости, а следовательно, производительности и точности ось качания бабки изделия расположена на линии, перпендикулярной к прямой, соединяющей ось шлифовального круга с центром обрабатываемой детали, находящейся в положении, соответствующем половине величины допустимого износа круга.
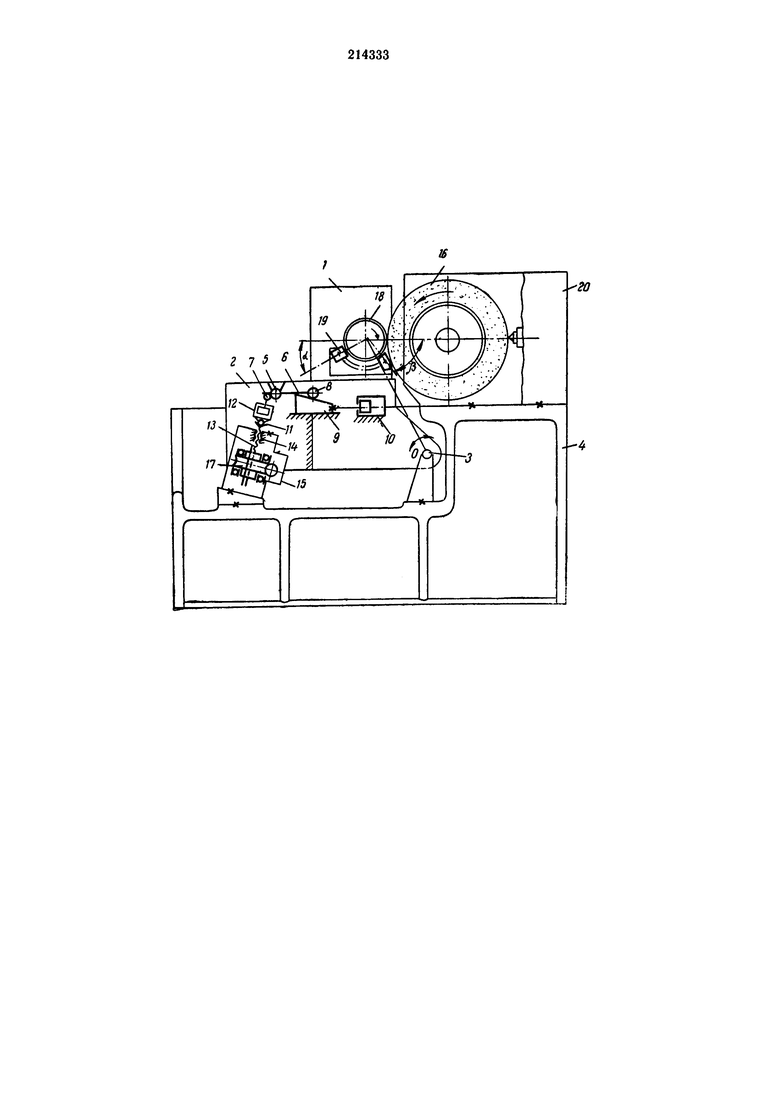
На чертеже изображена кинематическая схема описываемого станка.
Станок оснащен бабкой 1 изделия, закрепленной на поворотной плите 2. Плита 2 смонтирована на оси 3, закрепленной на станине 4. В поворотной плите 2 смонтирован вал 5 с закрепленными на нем рычагами 6 и 7. Рычаг 6 подачи опирается роликом 8 на копир 9, перемещаемый гидроцилиндром 10 подачи. Копир 9 и гидроцилиндр 10 также смонтированы на поворотной плите. Плита 2 опирается через рычаг 7 и шарик 11 на шток гидроцилиндра 12 подскока, помещенного между винтом 13 компенсации и рычагом 7. Гайка 14 винта компенсации неподвижно закреплена в корпусе 15. Для компенсации износа шлифовального круга 16 червячное колесо 17 поворачивается гидроцилиндром компенсации через храповую передачу. Винт 13 компенсации перемещается на устанавливаемую величину компенсации, вызывая поворот плиты 2 относительно оси 3.
Обрабатываемая деталь 18, установленная на башмаках 19, подается на требуемую величину компенсации. Рабочая подача детали в процессе обработки осуществляется также качанием вокруг оси 3. При перемещении вправо поршня гидроцилиндра 10 подачи копир 9 через рычаг 6 поворачивает вал 5 против часовой стрелки и, так как конец рычага 7 при этом неподвижен, плита 2 поворачивается вокруг оси 3 в сторону шлифовального круга 16. Шлифовальная бабка 20, несущая шпиндель с шлифовальным кругом 16, закреплена неподвижно на станине 4.
Положение оси 3 поворота плиты 2 с бабкой 1 изделия обеспечивает постоянство наладки (углов α и β) в процессе обработки до предельно допустимого износа шлифовального круга.
| название | год | авторы | номер документа |
|---|---|---|---|
| Бесцентрово-шлифовальный станок | 1973 |
|
SU462705A2 |
| Автоматический станок для шлифования желобков у внутренних колец шарикоподшипников | 1938 |
|
SU57463A1 |
| Станок для шлифования кулачковых валов | 1937 |
|
SU52254A1 |
| БЕСЦЕНТРОВО-ШЛИФОВАЛЬНЫЙ АВТОМАТВСЕСОЮЗНАЯПЛ:НТ1Ш-Т[ХШ':Е:КАБИБЛИОТЕКА | 1970 |
|
SU279364A1 |
| Бесцентровый круглошлифовальный станок | 2017 |
|
RU2679809C1 |
| БЕСЦЕНТРОВЫЙ КРУГЛОШЛИФОВАЛЬНЫЙ СТАНОК | 2019 |
|
RU2722943C1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ШЛИФОВАНИЯ ТЕЛ ВРАЩЕНИЯ С КРИВОЛИНЕЙНОЙ ПОВЕРХНОСТЬЮ | 2009 |
|
RU2415743C2 |
| Станок для заточки фасонных фрез | 1977 |
|
SU712015A3 |
| УСТРОЙСТВО ДЛЯ ПРОФИЛЬНОЙ ПРАВКИ ПЕРИФЕРИИ ШЛИФОВАЛЬНОГО КРУГА | 2005 |
|
RU2319599C2 |
| КРУГЛОШЛИФОВАЛЬНЫЙ СТАНОК | 2018 |
|
RU2697533C1 |
Бесцентрово-шлифовальный станок для шлифования на башмаках наружных поверхностей деталей типа колец подшипников, выполненный в виде неподвижно закрепленной шлифовальной бабки, несущей шлифовальный круг и качающейся вокруг оси бабки изделия, отличающийся тем, что, с целью обеспечения стабильной наладки при шлифовании на башмаках и увеличения производительности и точности, ось качания бабки изделия расположена на линии, перпендикулярной к прямой, соединяющей ось шлифовального круга с центром обрабатываемой детали, находящейся в положении, соответствующем половине величины допустимого износа круга.
