(54) БЕСЦЕНТРОВО-ШЛИФОВАЛЬНЬШ СТАНОК
| название | год | авторы | номер документа |
|---|---|---|---|
| ШЛИФОВАЛЬНЫЙ СТАНОК | 2002 |
|
RU2228250C2 |
| Способ шлифования деталей типа колец подшипников | 1982 |
|
SU1066784A2 |
| БЕСЦЕНТРОВО-ШЛИФОВАЛЬНЫЙ СТАНОК ДЛЯ ШЛИФОВАНИЯ НА БАШМАКАХ НАРУЖНЫХ ПОВЕРХНОСТЕЙ ДЕТАЛЕЙ | 1966 |
|
SU214333A1 |
| Способ шлифования деталей типа колец подшипников | 1973 |
|
SU495191A1 |
| Бесцентровый круглошлифовальный станок | 2017 |
|
RU2679809C1 |
| БЕСЦЕНТРОВЫЙ КРУГЛОШЛИФОВАЛЬНЫЙ СТАНОК | 2019 |
|
RU2722943C1 |
| КРУГЛОШЛИФОВАЛЬНЫЙ СТАНОК | 2018 |
|
RU2697533C1 |
| СТАНОК ДЛЯ ФИНИШНОЙ ОБРАБОТКИ ПОВЕРХНОСТЕЙ ВРАЩЕНИЯ ДЕТАЛЕЙ | 2019 |
|
RU2728140C1 |
| СПОСОБ ШЛИФОВАНИЯ НАРУЖНЫХ КОНИЧЕСКИХ ПОВЕРХНОСТЕЙ ЗАГОТОВОК КОЛЕЦ | 1992 |
|
RU2041046C1 |
| ШЛИФОВАЛЬНО-ОПОРНОЕ УСТРОЙСТВО | 2010 |
|
RU2538443C2 |
1
По основному авт. св. № 214333 известны бесцентрово-шлифовальные станки для шлифования на башмаках наружных поверхностей деталей типа колец подшипников, выполненные в виде неподвижно закрепленной шлифовальной бабки, несуш,ей шлифовальный круг и качаюш,ийся вокруг оси бабки изделия.
Для обеспечения стабильной наладки при шлифовании на башмаках и увеличения производительности и точности, ось качания бабки изделия расположена на линии, перпендикулярной к прямой, соединяюш,ей ось шлифовального круга с центром обрабатываемой детали, находяшейся в положении, соответствуюп;ем половине величины допустимого износа круга.
Предлагаемый станок отличается от известного тем, что бабка изделия кинематически связана с регулируемым приводом и управляющим валом.
Этим достигается одновременная обработка бортов и беговой дорожки внутренних колец роликовых подшипников, а также повышения точности.
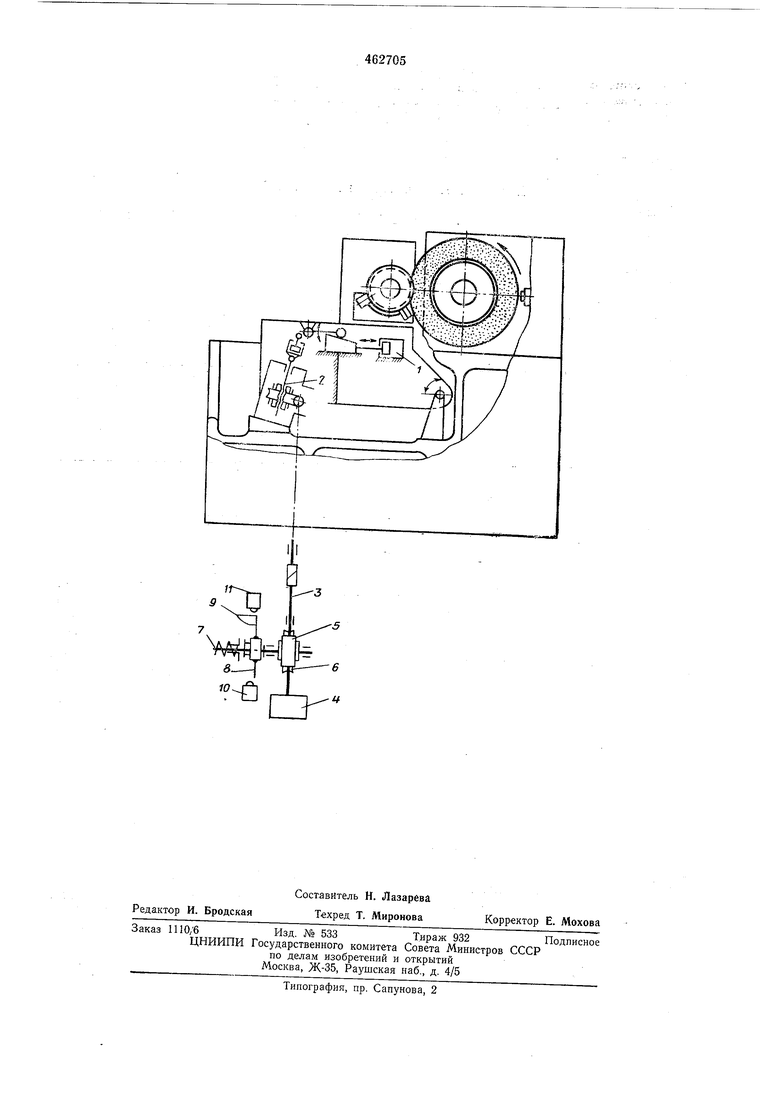
На чертеже представлена принципиальная схема предлагаемого станка. Он содержит гидроцилиндр 1 подачи и винт 2 компенсации, связанный с валом 3 посредством червячной передачи. Вал 3 связан с регулируемым приводом 4. Закрепленный на валу 3 второй червяк 5 зацепляется с колесом 6 управляющего вала 7, с которым фрикционно связан диск 8 с регулируемым упором 9, взаимодействующим с переключателями 10 и 11.
При включении привода 4 винту 2 сообщается осевое, а диску 8 вращательное движение. При этом происходит шлифование торцов
бортов. В момент срабатывания переключателя 11 привод 4 отключается, износ круга компенсируется путем поворота вала 3 храповым механизмом компенсации (не показан). При этом включается гидроцилиндр 1, осуществляющий подачу дорожки качения для шлифования. В конце обработки дорожки гидроцилиндр 1 и привод 4 реверсируются. Исходное положение привода 4 контролируется переключателем 10.
20
Предмет изобретения
Бесцептрово-шлифовальный станок по авт. св. № 214333, отличающийся тем, что, с
целью возможности одновременной обработки бортов и беговой дорожки внутренних колец роликовых подшипников, а также повышения точности, стапок снабжен управляющим валом с регулируемым приводом, кипематически связанным с бабкой изделия.
