Известны устройства для кантовки раската на обжимных станах, в которых кантовка осуществляется поступательно движущимися крюками, связанными с приводом рычажной системой и установленными в пазах линеек манипулятора.
Описываемое устройство отличается от известных тем, что в нем рабочие органы выполнены в виде профилированных кулачков, попарно установленных на двух параллельных оси раската валах, поворотом которых и осуществляется кантовка. Это позволяет уменьшить время цикла работы устройства, повысить надежность процесса кантовки и снизить мощность привода.
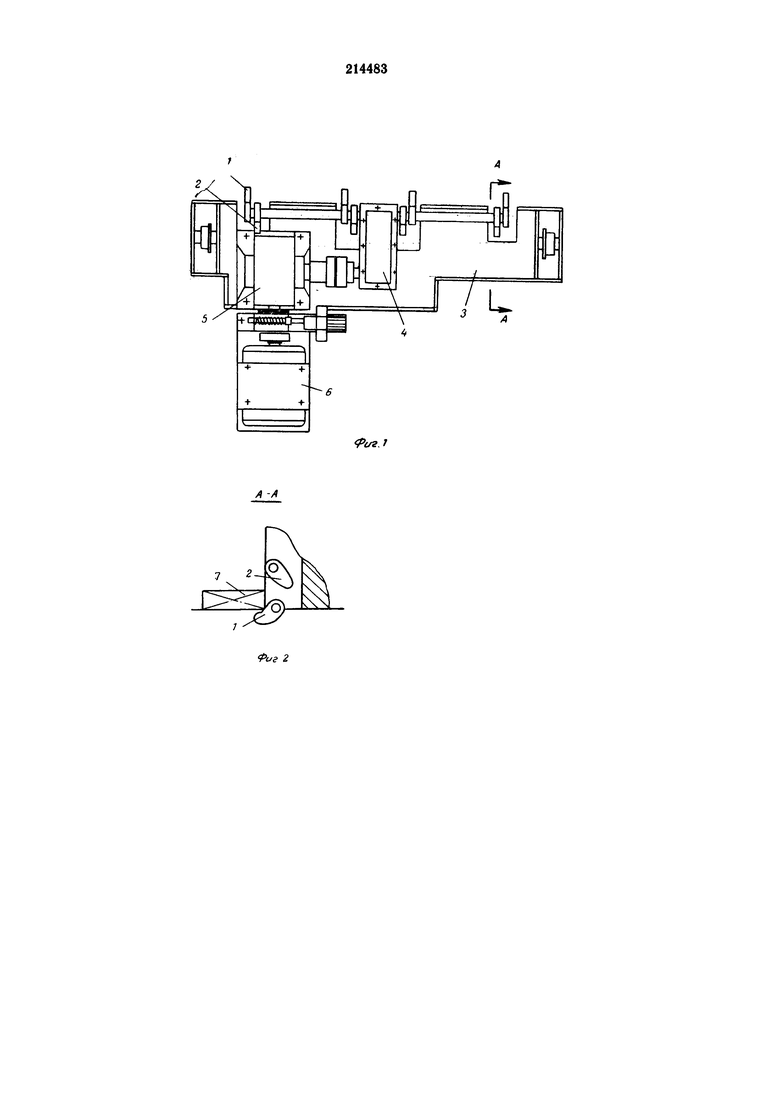
На фиг. 1 изображено описываемое устройство, в плане; на фиг. 2 - разрез по А-А на фиг. 1.
Устройство содержит нижние 1 и верхние 2 профилированные кулачки, расположенные в пазах линейки 3 манипулятора, коробку 4 зубчатых передач, редуктор 5 и электродвигатель 6.
При вращении по часовой стрелке нижние 1 кулачки подхватывают раскат 7 и поворачивают его вокруг ребра. После поворота раската на определенный угол начинают вращаться верхние 2 кулачки, которые подхватывают раскат и заканчивают кантовку. Совершив полный оборот, кулачки возвращаются в исходное положение и останавливаются.
| название | год | авторы | номер документа |
|---|---|---|---|
| Манипулятор-кантователь обжимного прокатного стана | 1982 |
|
SU1044368A1 |
| Способ прокатки заготовок | 1982 |
|
SU1036408A1 |
| ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ ПРОВОЛОКИ | 2001 |
|
RU2203753C2 |
| ПОЛУНЕПРЕРЫВНЫЙ ПРОКАТНЫЙ СТАН | 2009 |
|
RU2410172C1 |
| Устройство программного управления приводом кантователя | 1981 |
|
SU1031545A1 |
| Манипулятор обжимного прокатного стана | 1980 |
|
SU935149A1 |
| МАНИПУЛЯТОР-КАНТОВАТЕЛЬ ОБЖИМНОГО СТАНА | 1966 |
|
SU188464A1 |
| Устройство для кантовки раската в триоклетях сортовых станов | 1981 |
|
SU1058654A1 |
| Манипулятор ковочных вальцов | 1990 |
|
SU1756012A1 |
| Прокатный стан и соединительный элемент привода рабочих валков прокатного стана | 1990 |
|
SU1738397A1 |
Устройство для кантовки раската, преимущественно на обжимных станах, содержащее рабочие органы и привод, отличающееся тем, что, с целью повышения надежности кантовки, уменьшения времени цикла работы устройства и снижения мощности привода, рабочие органы устройства выполнены в виде профилированных кулачков, попарно установленных на двух параллельных оси раската валах.
