Известны устройства для автоматической сборки анодов электролитических конденсаторов, содержащие механизмы подачи и отрезки фольги, механизмы подачи и отрезки проволочного вывода, механизм совмещения фольги с проволочным выводом и механизм холодной сварки фольги с выводом. В этих устройствах фольга совмещается с проволочным выводом недостаточно точно.
В описываемом устройстве повышение точности совмещения фольги с проволочным выводам достигнуто благодаря тому, что механизм совмещения фольги с выводом снабжен возвратно-поступательно перемещающейся линейкой, соединенной с подпружиненным самоустанавливающимся в нейтральное положение толкателем, который механически связан через зубчатый сектор с неподвижным копиром. Механизм подачи фольги снабжен отражателем, установленным над вращающимся подающим валком.
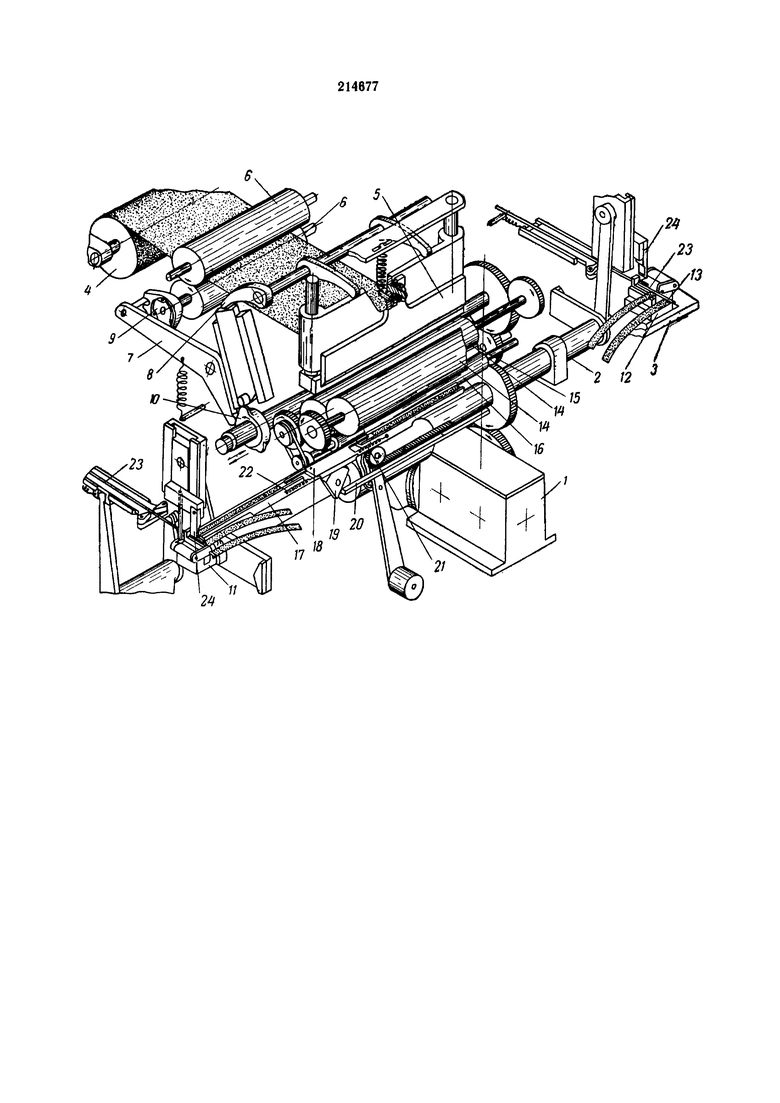
Конструкция описываемого устройства приведена на чертеже.
Посредством редуктора 1 приводится во вращение распределительный кулачковый вал 2, взаимодействующий с механизмами устройства, смонтированными на шлите 3. Алюминиевая фольга из рулона 4 подается под нож 5 на ширину анода резиновыми роликами 6, приводимыми в движение рычагами 7 и 8 посредством обгонной муфты 9 и распределительного кулачка 10.
Фольга подается поочередно на оба штампа 11 и 12 или любой из них посредством кулажа 10.
Отрезанная ножом 5 полоса фольги 13 проходит через рихтовочные валки 14 и подается в полость отражателя 15, взаимодействующего с подающим валком 16, откуда ориентированная полоса фольги подается валком 16 на один из концов линейки 17, совершающей возвратно-поступательное движение.
При движении линейки 17 поочередно в сторону одного из двух штампов 11 и 12 фольгу перемещает на конец линейки самоустанавливающийся (в горизонтальном положении) подпружиненный толкатель 18, приводимый в движение зубчатым сектором 19, который при движении линейки взаимодействует с неподвижным копиром 20. При этом взводятся поочередно пружины 21 и 22. В момент подхода линейки с фольгой к одному из штампов 11 или 12 происходит загрузка фольгой другого конца линейки, и толкатель 18 возвращается в исходное положение, двигаясь относительно линейки 17 в сторону, обратную ее движению, в результате спада опорного конца сектора 19 с неподвижного копира 20. Благодаря самоустановке толкателя 18 в нейтральном положении под действием пружины 21 или 22 полос фольги 13, сталкиваясь с не показанным на чертеже упором штампа 11 или 12, свободно проскальзывает по линейке 17 в сторону, противоположную направлению ее движения.
Полоса фольги 13 совмещается в штампе 11 или 12 с проволокой 23 и прижимается к ней пуансонам 24, режущая кромка которого смачивается спиртам, препятствующим свариванию пуансона с анодом. Таким образом происходит сборка и сварка анода.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО для СБОРКИ АНОДОВ ЭЛЕКТРОЛИТИЧЕСКИХ | 1972 |
|
SU337840A1 |
| АВТОМАТ ДЛЯ СБОРКИ РАДИАТОРОВ | 1973 |
|
SU370005A1 |
| Сдвоенный многопозиционный пресс | 1970 |
|
SU526280A3 |
| УСТРОЙСТВО для УПАКОВКИ СИГАРЕТ В ПАЧКИ | 1969 |
|
SU256675A1 |
| Устройство для приварки проволочного вывода к корпусу радиодетали | 1989 |
|
SU1794617A1 |
| Устройство для изготовления секций рулонных конденсаторов с анодными выводами | 1977 |
|
SU690573A1 |
| АВТОМАТ ДЛЯ ИЗГОТОВЛЕНИЯ ПЛАСТИН И СБОРКИ СЕКЦИЙ РЕБРИСТЫХ РАДИАТОРОВ | 1968 |
|
SU220215A1 |
| Устройство для сборки выводного узла электролитического конденсатора с трубчатым изолятором | 1978 |
|
SU752523A1 |
| АВТОМАТ ДЛЯ КОНТРОЛЯ РАЗМЕРОВ БАЛЛОНОВ ЭЛЕКТРОННОЛУЧЕВЫХ ТРУБОК | 1972 |
|
SU332520A1 |
| Устройство для сборки керамических пластинчатых конденсаторов с однонаправленными выводами | 1989 |
|
SU1653015A1 |
Устройство для автоматической сборки анодов электролитических конденсаторов, содержащее механизмы подачи и отрезки фольги, механизмы подачи и отрезки проволочного вывода, механизм совмещения фольги с проволочным выводом и механизм холодной сварки фольги с выводам, отличающееся тем, что, с целью повышения точности совмещения фольги с проволочным выводом, механизм совмещения фольги с выводом снабжен возвратно-поступательно перемещающейся линейкой, соединенной с подпружиненным самоустанавливающимся в нейтральное положение толкателем, механически связанным через зубчатый сектор с неподвижным копиром, а механизм подачи фольги снабжен отражателем, установленным над подающим вращающимся валком.
