Изобретение относится к устройствам для изготовления сосудов из керамических пустотелых заготовок цилиндрической формы и может быть использовано на предприятиях фарфорофаянсовой и майоликовой промышленности.
Известно устройство для изготовления керамических заготовок, включающее карусельный стол с приводом, установленный над карусельным столом фиксатор заготовки с подпружиненной скобой, режущий орган, выполненный в виде вилки, смещенного в пространстве унора и режущей струны, причем вилка кинематически связана через регулируемый упор с подпружиненной скобой фиксатора, а через кулачок - с приводом стола 1.
Наиболее близким к изобретению техническим рещением является устройство для обработки керамических заготовок, содержащее стол с механизмом поворота, фиксаторы заготовок и рабочие механизмы .
Однако такие устройства имеют низкую производительность из-за того, что на них одновременно возможно выполнять только одну операцию.
Цель изобретения - повыщение производительности процесса обработки керамических изделий из трубчатых заготовок.
Достигается это тем, что устройство для
обработки керамических заготовок, включающее стол с механизмом поворота, фиксаторы заготовок и рабочие механизмы, снабжено механизмом предварительного формования
дна, содержащим конический ролик и внутреннюю оправку, механизмом окончательного формования дна, выполненным в виде внещней и внутренней оправок, а также механизмом формования горловины, состоящим из
внутренней оправки и полуформ.
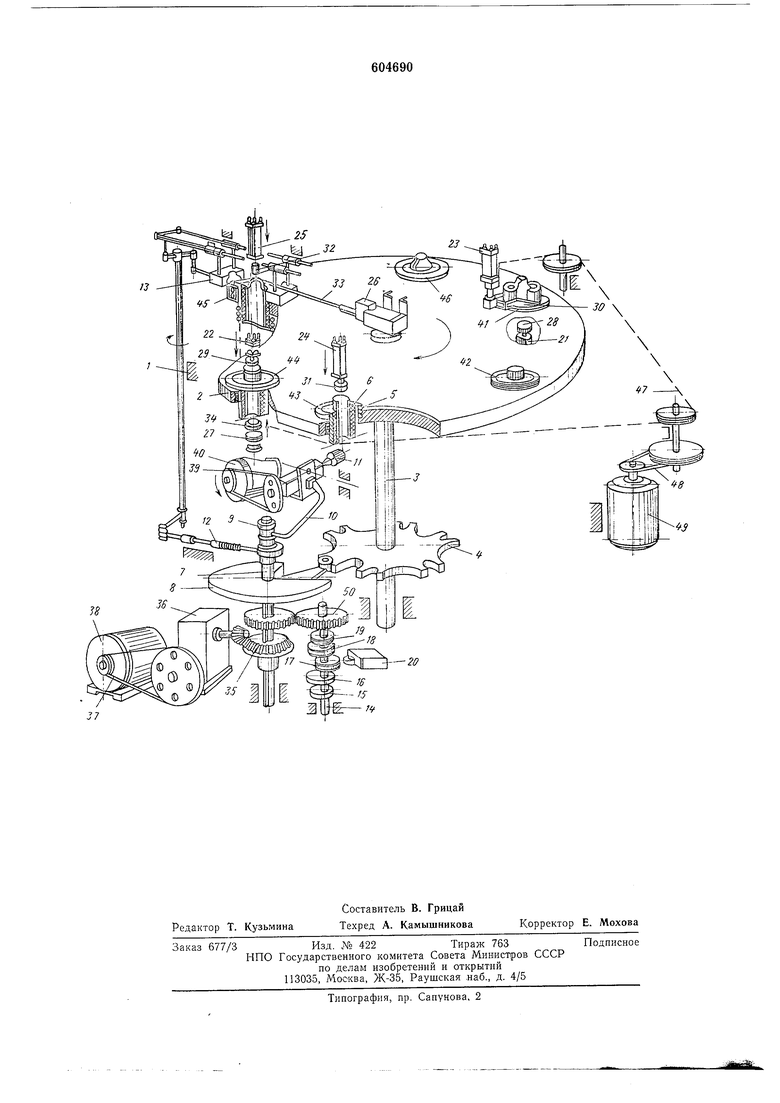
На чертеже представлено предлагаемое устройство, общий вид.
Устройство для обработки керамических заготовок содержит раму 1, стол 2, установленный на раме 1, механизм поворота стола от вала 3 через мальтийский крест 4. На столе 2 у его края выполнено шесть отверстий, в которых размещены в подшипниках конические стаканы 5, и в последние вставлены
разъемные патроны 6. На раме 1 смонтирован вал 7 поводковый с поводком 8, кулачком 9, связанным рычагом 10 с коническим роликом 11 для формования дна и кулачком 12, связанным рычажной системой с полуформами 13 для формования горловины. На раме 1 смонтированы также распределительный вал 14 с кулачками 15-19, связанными через воздухораспределители 20 с пневмоцилиндрами, причем кулачок 15 связан с пневмоцилиндром
21 для открывания патрона и с пневмоцнлин
дром 22 для оформления дна внутри сосуда; кулачок 16 - с пневмоцилиндром 23 для закрывания патрона; кулачок 17 - с пневмоцилиндром 24 для формования дна и с пневмоцилиндром 25 для формования горловины; кулачок 18 - с пневмоцилиндром 26 для обрезания отходов массы при формовании горловины; кулачок 19 - с пневмоцилиндром 27 для оформления дна снаружи. Штоки пневмоцилиндров 21-27 соединены соответственно с толкателем 28, цилиндрической оправкой 29, вилкообразным упором 30, цилиндрической оправкой 31, цилиндрической оправкой 32, ножом 33, цилиндрической оправкой 34.
Поводковый вал 7 связан посредством конической пары 35 редуктора 36, клиноременной передачи 37 с электродвигателем 38, а ролик 11-клиноременной передачей 39 с электродвигателем 40. На столе 2 обозначены шесть рабочих позиций 41-46. Конические стаканы 5 в позициях 43-45 связаны клиноременной передачей 47 и 48 с электродвигателем 49, а распределительный вал 14 - зубчатой парой 50 с поводковым валом 7.
Работает устройство следующим образом.
Включают последовательно подачу сжатого воздуха электродвигателя 40, электродвигателя 49 и электродвигателя 38. При этом поворачивается поводковый вал 7, воздействуя посредством поводка 8 и мальтийского креста 4 на стол 2, который поворачивается на одиу шестую оборота. При остановке стола под действием кулачка 15 срабатывает клапан воздухораспределителя 20, и шток пневмоцилиндра 21 надавливает толкателем снизу на патрон 6 и, перемещая вверх, открывает его в позиции 41 стола 2. В открытый патрон вставляется заготовка до упора в толкатель 28. Вслед за этим под действием кулачка 16 срабатывает клапан воздухораспределителя и шток пневмоцилиндра 23 подводит к патрону 6 сверху вилкообразный упор 30, нажимает на него и закрывает его, закрепляя тем самым заготовку, после чего срабатывают клапана воздухораспределителей, и штоки пневмоцилиндров 21 и 23 отводят толкатель 28 и упор 30 от заготовки. Затем стол 2 с укрепленной в позиции 41 заготовкой делает холостой поворот в позицию 42, в которой стакан 5 не связан с клиноременной передачей 47, и установленная заготовка не вращается.
При дальнейшем переходе стола в позицию 43 заготовка устанавливается над роликом И и последний под действием кулачка 9 через рычаг 10 на его кронштейн подходит к заготовке и поджимается к ней. Вместе с тем под действием кулачка 17 срабатывает клапан воздухораспределителя и шток пиевмоцилиндра 24 вводит внутрь заготовки оправку 31, на которой и формуется дно сосуда посредством вращающегося ролика 11 при одновременном вращении патрона с заготовкой, поскольку в позиции 43 стола 2 стакан 5 входит в сцепление с клиноременной передачей 47. Затем стол 2 перемещается из позиции 43 в позицию 44, где под действием кулачков 15 и 19 срабатывают клапаны воздухораспределителей соответственно пневмоцилиндров 22 и 27, штоки которых подводят к дну изнутри заготовки и снаружи оправки 29 и 34, при этом дно обрабатывается до необходимой конфигурации путем вращения заготовки на оправках, после чего стол перемещается в позицию 45, где под действием кулачка 17 срабатывает клапан воздухораспределителя и шток пневмоцилиидра 24 вводит в заготовку оправку 32, и вслед за этим кулачок 12 поводкового вала 7 воздействует при помощи рычажной системы на полуформы 13, сближая их в направлении заготовки, в ее верхней части, где и происходит формование горловины сосуда до необходимой длины, по достижении которой срабатывает клапан воздухораспределителя под действием кулачка 18 и шток пневмоцилиндра 26 приводит в движение нож 33, который и обрезает излишек массы на горловине.
Затем стол переходит в холостую позицию 46, где стакан 5 выходит из зацепления с клиноременной передачей 47 и заготовка прекращает вращаться. При переходе стола из позиции 46 в позицию 41 происходит повторный рабочий цикл стайка. В этой позиции работа механизма открывания и закрывания патрона 6 повторяется (как описано), при этом вынимается сосуд с отформованными дном и горловиной, на его место устанавливается очередная заготовка и станок продолжает работать. Процесс работы станка происходит непрерывно.
Формула изобретения
Устройство для обработки керамических заготовок, включающее стол с механизмом поворота, фиксаторы заготовок и рабочие механизмы, отличающееся тем, что, с целью повышения производительности обработки керамических изделий из трубчатых заготовок, оно снабжено механизмом предварительного формования дна, содержащим конический ролик и внутреннюю оправку, механизмом окончательного формования дна, выполненным в виде внешней и внутренней оправок, а также механизмом формования горловины, включающим внутреннюю оправку и полуформы.
Источники информации, принятые во внимание при экспертизе
1,Авторское свидетельство СССР №389931, кл. В 28В 5/06, 1971.
2.Авторское свидетельство СССР №324155, кл. В 28В 11/08, 1970.
| название | год | авторы | номер документа |
|---|---|---|---|
| Многопозиционный станок для отгибки фланцев и зиговки полых деталей из листового материала | 1982 |
|
SU1044382A1 |
| УСТРОЙСТВО ДЛЯ ПРАВКИ ПОЛЫХ ЦИЛИНДРИЧЕСКИХ | 1973 |
|
SU404528A1 |
| Устройство для обрезки заусениц с плоских формованных подошв | 1975 |
|
SU547207A1 |
| КОПИРОВАЛЬНО-ФРЕЗЕРНЫЙ СТАНОК ДЛЯ ОБРАБОТКИ ДЕРЕВЯННЫХ ЗАГОТОВОК | 1973 |
|
SU375178A1 |
| Автоматизированный стан холодной прокатки конических труб для велосипедных вилок | 1961 |
|
SU144134A1 |
| СТАНОК ДЛЯ ШЛИФОВАНИЯ ВНУТРЕННЕЙ ПОВЕРХНОСТИ ДЛИННОМЕРНОЙ ТРУБЫ | 1969 |
|
SU234179A1 |
| Устройство для шлифования деталей из древесины | 1983 |
|
SU1094725A1 |
| Многопозиционный станок | 1980 |
|
SU891341A1 |
| Металлорежущий станок | 1974 |
|
SU519315A1 |
| Автомат для изготовления бумажных стаканчиков | 1971 |
|
SU479664A1 |