Известны полуавтоматы для набивки цилиндрических роликов в корпусную деталь, содержащие загрузочное устройство для роликов в виде двух валков и лотка, устройство для базирования корпусной детали в виде цанги, сепаратор с продольными канавками для роликов и кулачковый вал, которые расположены соосно с устройством для базирования корпусной детали.
Предлагаемый полуавтомат для набивки цилиндрических роликов в корпусную деталь отличается от известных тем, что на торце кулачкового вала укреплен торцовый кулачок с храповым зубом, который последовательно взаимодействуя с роликами, поступающими из лотка загрузочного устройства, направляет их в продольные канавки сепаратора.
Такое конструктивное выполнение полуавтомата повышает качество сборки и позволяет использовать для набивки в несколько рядов разных типо-размеров роликов.
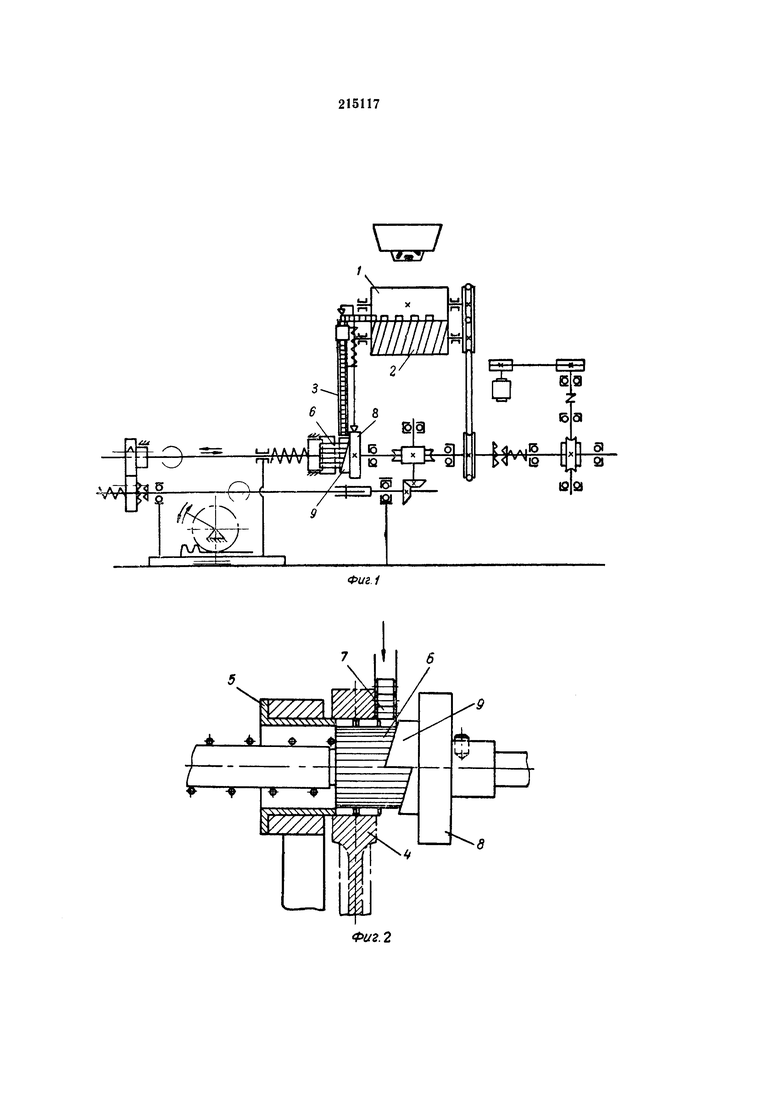
На фиг. 1 изображена кинематическая схема описываемого полуавтомата; на фиг. 2 - устройство для базирования корпусной детали.
Полуавтомат для набивки цилиндрических роликов в корпусную деталь, например в головку шатуна, содержит загрузочное устройство в виде двух валков 1 и 2 и лотка 3, устройство для базирования головки шатуна 4 в виде цанги 5, сепаратор 6 с продольными канавками для роликов 7 и кулачковый вал 8, которые установлены соосно с устройством для базирования головки шатуна. На торце вала укреплен торцовый кулачок 9 с храповым зубом.
Работает полуавтомат следующим образом. Ролики 7 валками 1 и 2 подаются в лоток 3 и попадают под зуб вращающегося торцового кулачка, предварительно падая в продольные канавки сепаратора. При этом храповый зуб кулачка проталкивает ролики по продольным канавкам в головку шатуна, забазированного в цанге. По мере заполнения одного ряда роликов в головке шатуна поступающие вновь ролики на продольные канавки проталкивают ролики первого ряда, образуя второй ряд. После заполнения второго ряда процесс набивки заканчивается.
| название | год | авторы | номер документа |
|---|---|---|---|
| Автомат для сборки опор качения | 1977 |
|
SU694689A1 |
| Устройство для накатки кольцевых канавок на трубчатых заготовках | 1983 |
|
SU1133000A1 |
| Полуавтомат для обработки пазов | 1979 |
|
SU770681A1 |
| Клепальный станок | 1975 |
|
SU526432A1 |
| Полуавтомат для обработки роторов микроэлектродвигателей | 1960 |
|
SU140906A1 |
| Полуавтомат для ввинчивания винтов в обод баланса часового механизма | 1951 |
|
SU97315A1 |
| Автоматический резьбонакатный станок | 1980 |
|
SU948507A1 |
| Полуавтомат для укладки пазовойизОляции B МАгНиТОпРОВОд яКОРяэлЕКТРичЕСКОй МАшиНы | 1979 |
|
SU845230A1 |
| Устройство для накатывания кольцевых канавок на трубах | 1985 |
|
SU1269907A1 |
| Резьбонакатной полуавтомат | 1988 |
|
SU1625568A1 |
Полуавтомат для набивки цилиндрических роликов в корпусную деталь, например, в головку шатуна, содержащий загрузочное устройство для роликов в виде двух валков и лотка, устройство для базирования корпусной детали в виде цанги, сепаратор с продольными канавками для роликов и кулачковый вал, которые расположены соосно с устройством для базирования корпусной детали, отличающийся тем, что, с целью повышения качества сборки и использования для набивки в несколько рядов разных типо-размеров роликов, на торце кулачкового вала укреплен торцовый кулачок с храповым зубом, который, последовательно взаимодействуя с роликами, поступающими из лотка загрузочного устройства, направляет их в продольные канавки сепаратора.
