В основном авт. св. № 164775 описан способ автоматического регулирования процесса гибки труб на станках с программным управлением путем регулирования полной кривизны детали в каждой точке, которое осуществляют в функции момента гиба.
Описываемый способ является дальнейшим развитием способа по авт. св. № 164775. Ои состоит в том, что для коррекции заданной программы регулирования вводят величины контроля кривизны, полученные на выходе изгибаемого материала из напряженной зоны, путем двойного интегрирования суммарных отклонений от заданной величины. Такой снособ повышает точность изготовления гнуты. изделий.
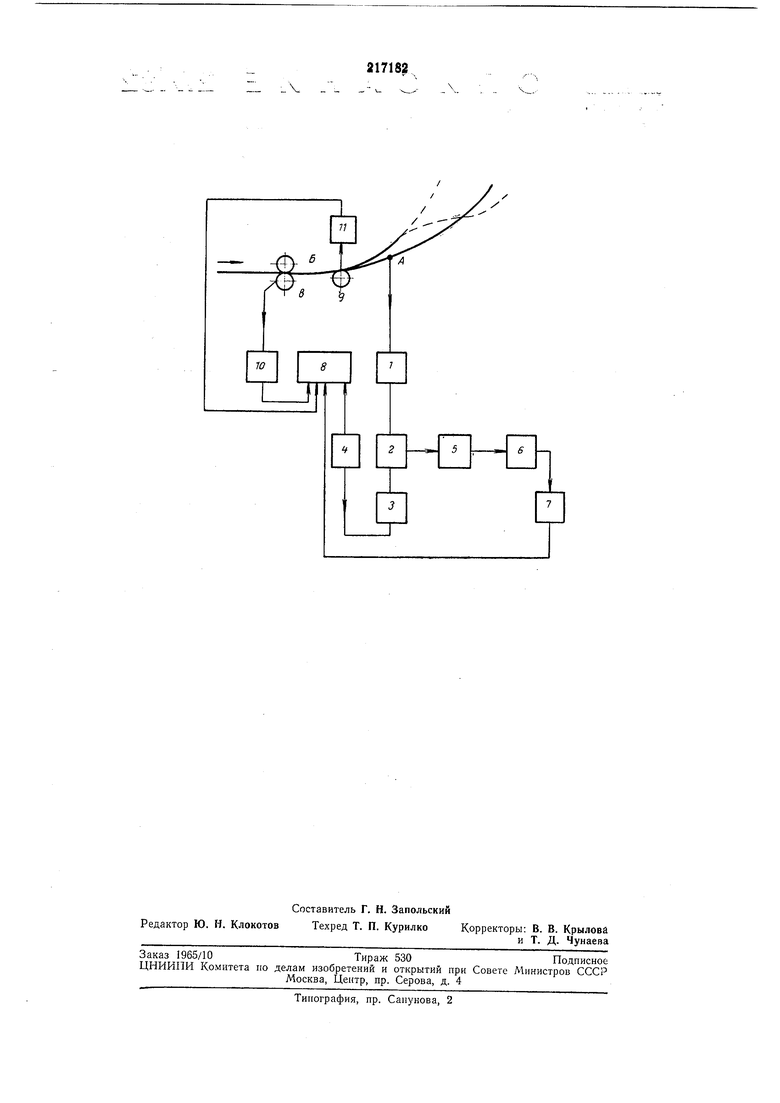
На чертеже изображена функциональная схема описываемого способа.
Фактическую кривизну детали измеряют устройством / в точке А вне напряженной зоны. В арифметическом органе 2 фактическая кривизна вычитается из запрограммированной для точки А, поступающей через линию задержки 3 от устройства 4 задания программы. Разность величин программной и фактической дважды интегрируется в блоках 5 и & и через функциональный преобразователь 7 поступает в орган 8 сравнения следящей системы гибочного ролика 9. В орган 6 сравнения также поступают сигналы от измерителя 10 кривизны в точке 6 формообразования и измерителя // момента.
Предмет изобретения
Способ автоматического регулирования процесса гибки труб на станках с программным управлением по авт. св. N° 164775, отличающийся тем, что, с целью повышения точности изготовления гнутых изделий, для коррекции заданной программы регулирования вводят величины контроля кривизны, полученные на выходе изгибаемого материала из напряженной зоны, путем двойного интегрирования суммарных отклонений от заданной величины.