Известен способ изготовления Z-образных п-рофилей из полосовых заготовок, при котором заготовку деформируют, последовательно изменяя углы гибки сопряженных элементов до получения требуемого профиля.
Описываемый способ отличается от известных тем, что на каждом переходе формооб-. разоВания осуществляют гибку лишь двух сопряженных элементов, цричем их подгибают на углы, обеспечивающие в каждый момент равные горизонтальные перемещения соответствующих элементов в плоскости поперечного сечения профиля.
Такой способ позволяет предотвратить винтообразное искривление изготавливаемого профиля.
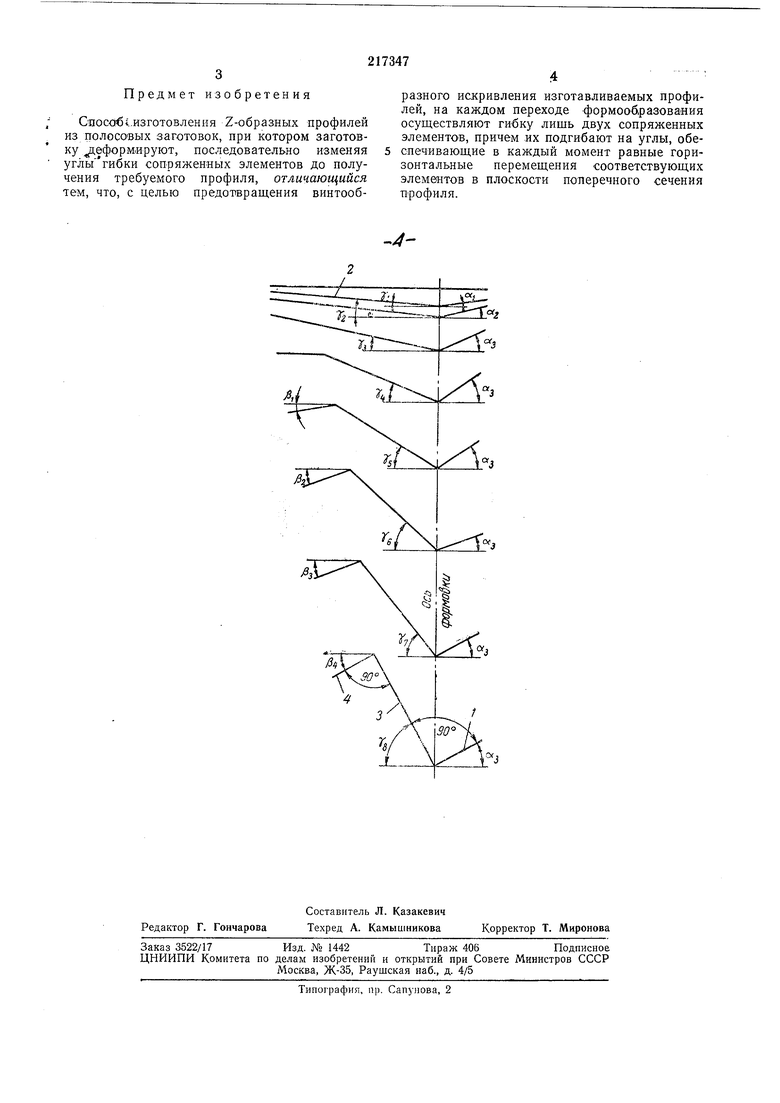
На чертеже показана схема формообразования Z-образного профиля по предлагаемому способу.
Способ заключается в том, что формообразование каждого сгиба профиля производят раздельно. Таким образом, на каждом переходе формообразования осуществляют гибку лишь двух сопряженных элементов.
После подгибки полки / на требуемый угол кз и одновременной подгибки элемента 2 на угол 7з начинают формовку второго сгиба.
Стенку 3 догибают до требуемого угла у8 а полку 4 подгибают на угол р4Угол подгибки за один проход полки выбирают согласно принятому режиму формовки, а угол подгибки элемента 2 за проход определяют из условия равенства горизонтальных перемещений полки и элемента в плоскости поперечного сечения заготовки в каждый момент формообразования.
Это условие описано следующей формулой
arccos- 1(1 - cos а) I
где а - ширина меньшей ветви профиля, мм;
b-}-h - ширина элемента;
а - угол -подгибки за проход полки;
Y - угол подгибки за проход элемента.
При формовке второго сгиба профиля угол подгибки стенки 3 за проход выбирают согласно режиму профилирования, а угол Р - подгибки полки 4 за проход также определяют из условия равенства в каждый момент формообразования горизонтальных перемещеНИИ Формуемых элементов.
Предмет изобретения
ОпособСизготовления Z-образных профилей из полосовых заготовок, при котором заготовку реформируют, последовательно изменяя углы гибки сопряженных элементов до получения требуемого профиля, отличающийся тем, что, с целью предотвращения винтообразного искривления изготавливаемых профилей, на каждом переходе формообразования осуществляют гибку лишь двух сопряженных элементов, причем их подгибают на углы, обеспечивающие в каждый момент равные горизонтальные перемещения соответствующих элементов в плоскости поперечного сечения профиля.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления гнутых @ -образных профилей | 1983 |
|
SU1148667A1 |
| Способ изготовления гнутых @ -образных профилей | 1982 |
|
SU1118448A1 |
| Способ изготовления гнутых неравнополочных швеллеров со ступенчатой стенкой | 1986 |
|
SU1389903A1 |
| Способ производства гнутыхпРОфилЕй | 1979 |
|
SU829256A1 |
| Способ производства гофрированных профилей | 1986 |
|
SU1342558A1 |
| Способ изготовления полузамкнутых @ -образных профилей | 1987 |
|
SU1480919A1 |
| Способ изготовления гнутых коробчатых профилей | 1975 |
|
SU551077A1 |
| Способ изготовления гнутых неравнополочных швеллеров | 1984 |
|
SU1228939A1 |
| СПОСОБ ПРОИЗВОДСТВА ГНУТОГО ПРОФИЛЯ | 1992 |
|
RU2036037C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ НЕСИММЕТРИЧНОГО ГНУТОГО ПРОФИЛЯ КОРЫТНОГО ТИПА | 1992 |
|
RU2040998C1 |