Известны полуавтоматические станки для насечки зубьев дисковых пил, где в качестве вырубного инструмента используется пуансон, совершающий возвратно-поступательное движение относительно заготовки посредством шатунно-кривошипного механизма, связанного с рычажно-храповым механизмом круговой подачи заготовки на шаг,
В описываемом автоматическом станке для увеличения производительности процесса насечки, улучшения качества пил и для увеличения стойкости вырубного инструмента имеется шпиндельная бабка с «епрерывно враш,ающимся .пероендикуляр1но поверхности заготовки пилы многозубым вырубным инструментом. Вырубной инструмент кинематически связан с заготовкой пилы, через шестеренчатую коробку подач. Коробка подач состоит из механизма для прекраш;ения круговой подачи заготовки пилы после полной насечки зубьев и механизма доведения инструмента до положения, соответствуюш,его началу насечки. Станок содержит поворотный стол для закрепления заготовки пилы с беззазорной червячной передачей и упругим элементом для возможности прекраш.ения непрерывной круговой подачи заготовки пилы в момент вырубки зуба.
электромагнитную муфту с фиксированным положением останова, управляюш,ий и фиксиРУЮШ.ИЙ элементы которой встроены внутрь самой муфты и приводятся в действие одним силовым органом.
Механизм доведения инструмента до положения, соответствующего началу насечки, представляет собой храповик, который кинематически связан с многозубым вырубным инструментом, и собачку, входяш.ую в зацепление с этим храповиком и расположенную на рЫ;Чаге. Рычаг приводится в качательное движение электромагнитом. Для удобства установки и закрепления заготовки пилы поворотный стол выполнен электромагнитным.
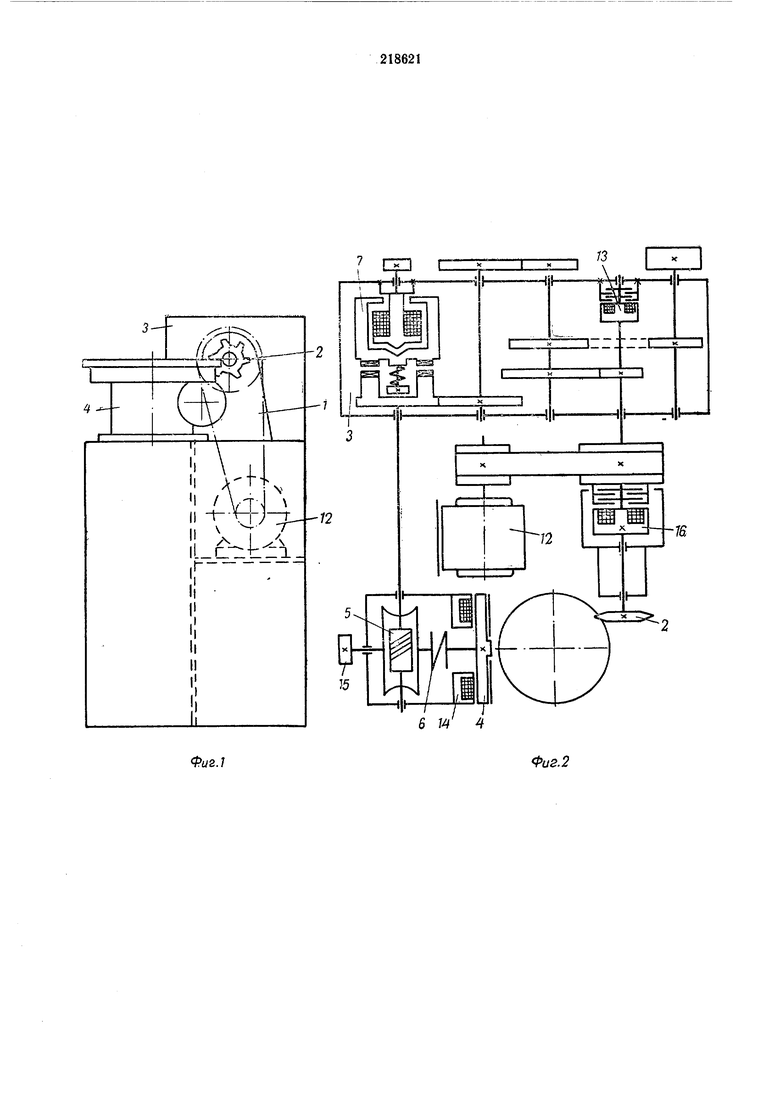
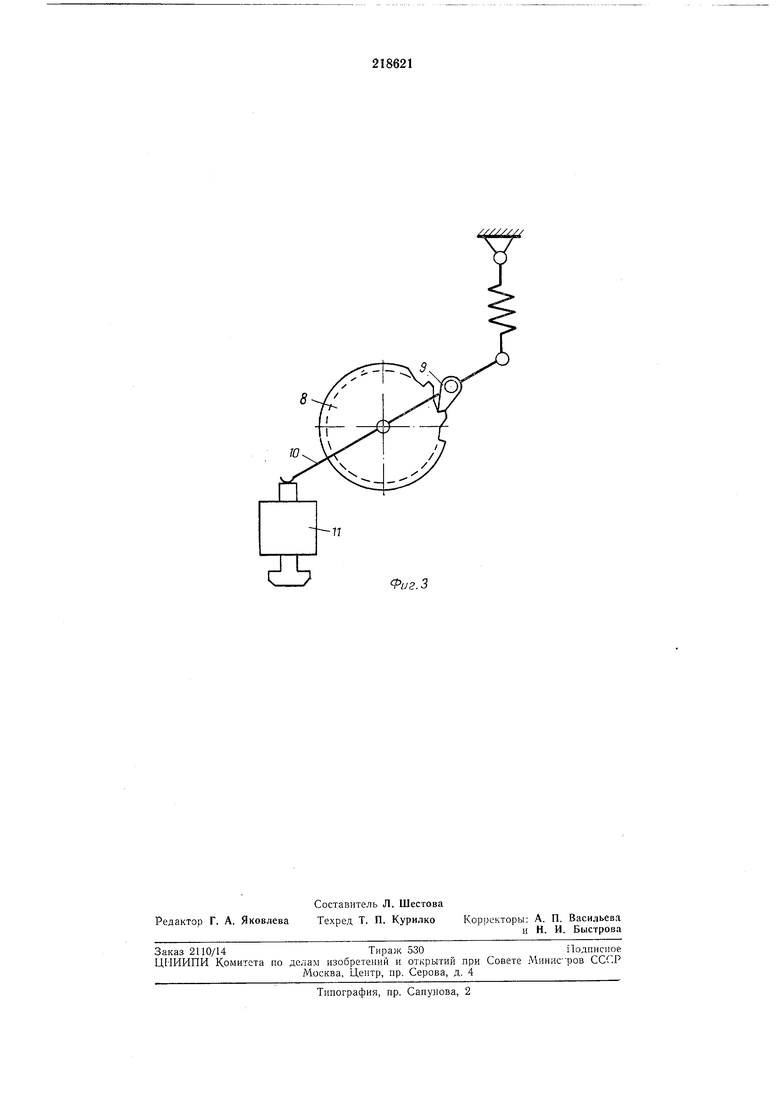
На фиг. 1 схематически изображен описываемый станок; на фиг 2 и 3 - :кинематическая схема станка.
Станок состоит из станины, на которой установлена шпиндельная бабка 1 с непрерывно враш.аюш,имся многозубым вырубным инструментом 2, кинематически связанным с заготовкой пилы через шестеренчатую коробку подач 3, и поворотного стола 4 для закрепления заготовки пилы с беззазорной червячной передачей 5 и упругим элементом 6. Механизм для прекраш,ения круговой подачи заготовки пилы, после полной насечки муфту 7 с фиксирова«ным полол ением останова. Механизм доведения инструмента до нолоЖ6НИЯ, соответствующего началу насечки, представляет собой храповик 8 и собачку 9, входящую в заценление с храповиком и расположенную на рычаге 10, приводимом в движение электромагнитом //. Работает станок, следующим образом. Нажимая на кнопку «пуск, включаем электродвигатель 12 моторной установки и тормозной муфты 13. Заготовка вручную устанавливается на столе 4. Затем, нажимая на кнопку «начало цикла, включаем электромагнит 14 закрепления заготовки и муфты 7 с фиксированным положением останова. После этого автоматически производится включение приводной муфты и начинается «асечка зубьев заготовки пилы. При этом многозубый вырубной инструмент 2 непрерывно вращается перпендикулярно поверхности заготовки и заготовке пилы сообщается непрерывная круговая подача. В момент вырубки зуба заготовка пилы вместе со столом остается неподвижной, что достигается благодаря закручиванию упругого элемента 6. Круговая подача заготовки пилы на зуб происходит за время, необходимое для подхода следующего зуба инструмента к заготовке пилы. За некоторое время до конца насечки пилы, датчик 15 подает сигнал на выключение электромагнита муфты 7 фиксированным положением останова. В момент остановки датчик подает сигнал на выключение приводной муфты 16, включение тормозной муфты 13 и выключение электромагнита 14 зажима заготовки. Шпиндель с инструментом 2 быстро останавливается, и заготовка снимается. Поскольку инструмент 2 останавливается в произвольном полол ении, его необходимо довести до положения, соответствующего началу насечки. Нажимая на кнопку «инструмент, включаем электромагнит 11 механизма доведения инструмента, поворачивающий рычаг 10 с собачкой 9, которая при своем ходе зацепления с одним из зубьев храповика 8, доводит его до определенного положения. После этого устанавливают следующую заготовку, и цикл возобновляется. Пред мет изобретен и, я 1.Полуавтоматический станок для насечки джинных и линтерпыд пил, отличающийся тем, что, с -целью увели,чени1Я производительности процесса насечки, улучшения качества пил и увеличения стойкости вырубного инструмента, станок содержит шпиндельную бабку с непрерывпо вращающимся перпендикулярно поверхности заготовки пилы многозубым вырубным инструментом, который кинематически связан с заготовкой через щестеренчатую коробку подач с механизмом для прекращения круговой подачи заготовки пилы после полной насечки зубьев и механизмом доведения инструмента до положения, соответствующего началу насечки, и новоротный стол для закрепления заготовки пилы с беззазорной червячной передачей и упругим элементом для возможности прекращения непрерывной круговой подачи: заготовки пилы в момент вырубки зуба. 2.Станок по п. 1, отличающийся тем, что механизм для прекращения круговой подачи заготовки пилы после полной насечки зубьев представляет собой электромагнитную муфту с фиксированным положением останова, управляющий и фиксирующий элементы котор:ОЙ встроены внутрь самой муфты и приводятся в действие одним силовым органом. 3. Станок ПО пп. 1 и 2, отличающийся тем, что механизм доведения инструмента до положения, соответствующего началу насечки, представляет собой храповик, кинематически связанный с многозубы.м вырубным инструментом, и собачку, входящую в зацепление с этнм храповиком и, расположенную на рычаге, свободно сидящем на валу храповика, а рычаг приводится в -качательное движение электромагнитом. 4. Станок по пп. 1, 2 и 3, отличающийся тем, что для удобства установки и закрепления заготовки пилы поворотный стол выполнен электромагнитным.
Фц2.7 6 W
Фиг.2 4
Ф/72.5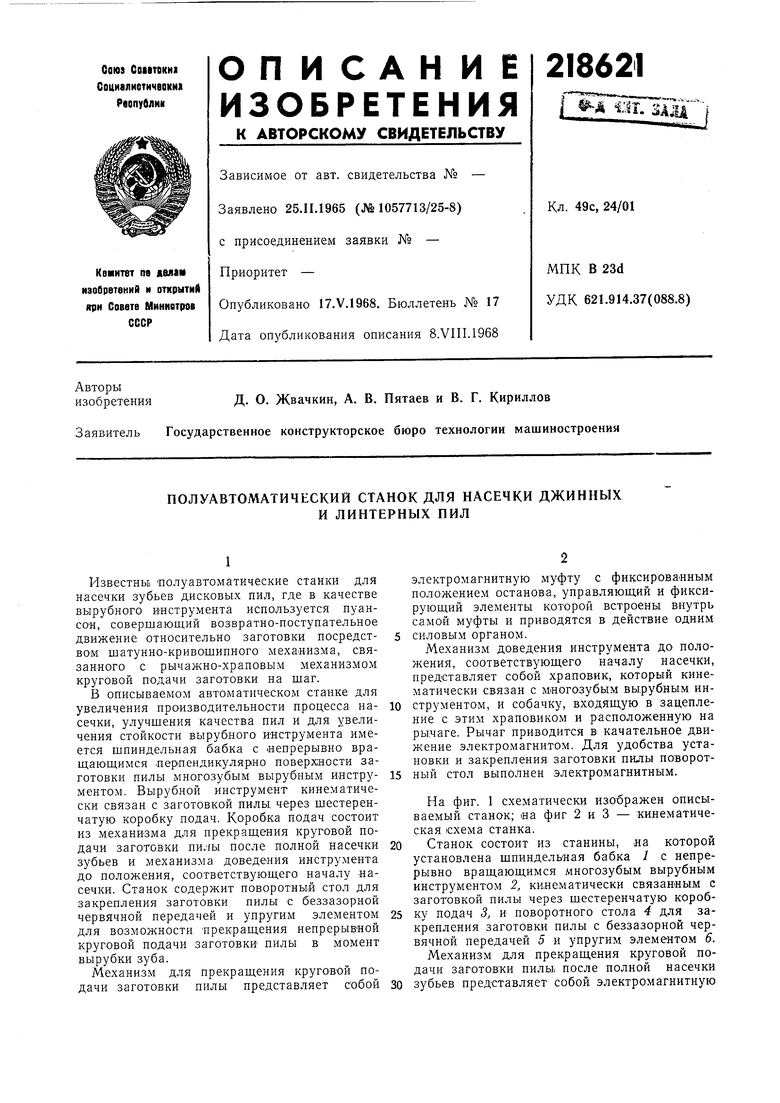
| название | год | авторы | номер документа |
|---|---|---|---|
| ЗУБОШЕВИНГОВАЛЬНЫЙ СТАНОК | 1969 |
|
SU254314A1 |
| Станок для резки длинномерного материала | 1987 |
|
SU1696177A1 |
| Станок для заточки многолезвийного инструмента с прямыми канавками | 1986 |
|
SU1395462A1 |
| Устройство для радиального перемещения вращающегося инструмента | 1980 |
|
SU931313A1 |
| СТАНОК ДЛЯ ШЕВИНГОВАНИЯ - ПРИКАТЫВАНИЯ ЗУБЧАТЫХ КОЛЕС | 1992 |
|
RU2068754C1 |
| Станок для шаговой подачи листовой резины на обработку | 1972 |
|
SU438547A1 |
| СТАНОК ДЛЯ НАСЕЧКИ ЗУБЬЕВ ПИЛ | 1971 |
|
SU289875A1 |
| Станок для насекания напильников и механизм ориентирования обрабатываемой поверхности заготовки относительно инструмента | 1981 |
|
SU1021064A1 |
| Способ обработки деталей типа коленчатых валов и станок для его осуществления | 1986 |
|
SU1421473A1 |
| Листоштамповочный многопозиционный пресс-автомат | 1974 |
|
SU548439A1 |