Предложенный способ может быть использован в машиностроении при обработке прецизионных пар топливной аппаратуры, золотниковых устройств гидроагрегатов и измерительных инструментов.
Известны способы вибрационной доводки точных плоских поверхностей деталей с наложением на них вибрационных колебаний, получающих вращательное движение вокруг оси рабочего ротора над вращающимся доводочным инструментом.
Описываемый способ отличается тем, что обрабатываемым деталям сообщают эксцентричное круговое переносное движение вокруг оси рабочего ротора, ось которого смещена относительно оси доводочного инструмента, вращаемого в обратном направлении относительно вращения рабочего ротора, а правку доводочного инструмента осуществляют расположенным между подающим и приемным транспортными роторами правильным кольцом-притиром, которому сообщают вращение вокруг своей оси и непрерывные вибрационные колебания в радиальном направлении но доводочному инструменту.
Такой способ дает возможность увеличить производительность при высокой степени чистоты и точности доводки.
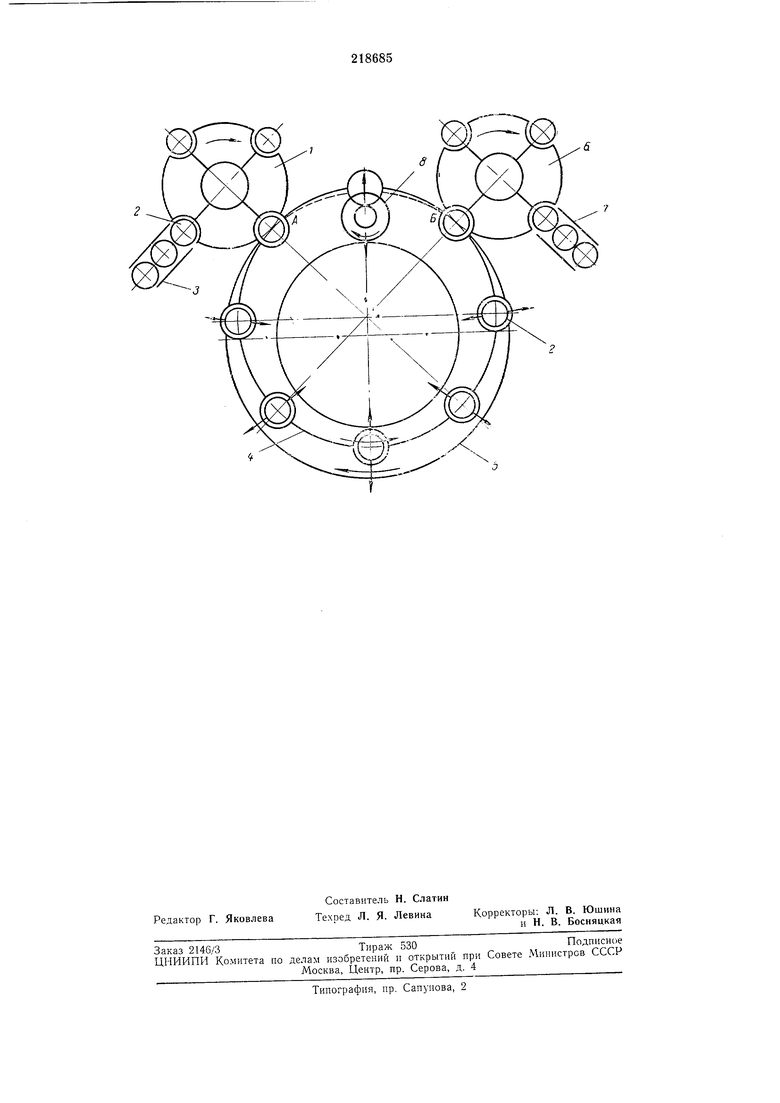
Транспортный подающий ротор 1 берет обрабатываемые детали 2 из лотка 3 и загружает ими рабочий ротор 4 на позиции А загрузки.
Рабочий ротор 4 совершает вращательное вокруг оси, смещенной относительно оси одностороннего доводочного инструмента 5. Над вращающимся доводочным инструментом 5 в направлении обратном его вращению
получают вместе с рабочим ротором 4 эксцентричное круговое переносное движение обрабатываемые детали 2. На эти детали 2 накладываются вибрационные колебания, совершаемые в радиальном направлении доводочного инструмента 5. Для обрабатываемых деталей 2 применяют вибрационные колебания с частотой в пределах 1000- 5000 колеб/мин и амплитудой от 2 до 6 мм. Необходимое для доводки давление создается
в рабочем роторе 4 многопозиционным пневматическим устройством, при этом удельное давление не должно превышать 0,06 кг/см-.
После доводки на разгрузочной позиции Ь транспортный приемный ротор 6 разгружает
рабочий ротор 4 и отводит обработанные детали 2 по лотку 7. Для восстановления и сохранения плоскостности рабочей поверхности доводочного инструмента 5 служит специальное пневматическое устройство, которое располоца-притира 8 и вибратора (на чертеже не показан). Под действием сжатого воздуха кольцо-притир 8 совершает непрерывные вибрационные колебания в радиальном направлении по доводочному инструменту 5, а от вращения инструмента 5 - вращательное движение относительно своей оси.
В процессе доводки кольцо-притир 8, проскальзывая относительно доводочного инструмента 5, все время как бы заправляет доводочный инструмент 5, восстанавливая и сохраняя его плоскостность, и обеспечивает высокое качество и точность рабочей поверхности.
Вибрационные движения правильного кольца-притира 8 должны быть с частотой колебаний до 7000-8000 колеб/мин. и амплитудой от 1 до 5 мм, а удельное давление его на доводочный инструмент 5 не более 0,065 кг/см.
В результате сложного взаимного движения обрабатываемой детали 2 и доводочного инструмента 5 увеличивается число штрихов с уменьшением их глубины ча единицу площади обрабатываемой поверхности детали 2. Ее поверхность покрывается тончайшей густой сеткой елкообразных штрихов от движения зерен абразива. Благодаря этому обеспечивается повышение интенсивности съема металла в единицу времени при достижении высокой сте пени чистоты и точности обработки.
Повышение производительности возникает при интенсивном вымывании в процессе доводки частичек металлической стружки и разрушившихся зерен абразива как между доводочным инструментом 5 и обрабатываемой поверхностью детали 2, так и правильным кольцом-притиром 8 и доводочным инструментом 5. Для этого в рабочую зону доводки и восстановления специальным смеситель-дозатором непрерывного действия подается автоматически абразив в виде эмульсии под давлением.
Предмет изобретения
1. Способ вибрационной непрерывной доводки на устройствах типа роторных точных плоских поверхностей деталей, размещенных в зажимных устройствах с наложением на них вибрационных колебаний и получающих вращательное движение вокруг оси рабочего ротора над вращающимся доводочным инструментом, отличающийся тем, что, с целью увеличения производительности нри достижении высокой стеиени чистоты и точности доводки,
обрабатываемым деталям сообщают эксцентричное круговое переносное движение вокруг оси рабочего ротора, смещенной относительно оси доводочного инструмента, вращаемого в обратном направлении, а правку доводочного
инструмента осуществляют правильным кольцом-притиром, расположенным между подающим и приемным транспортны.ми роторами.
2. Способ по п. 1, отличающийся тем, что, с целью устойчивого сохранения и восстановления плоскостности рабочей поверхности доводочного инструмента непосредственно в процессе доводки, правильному кольцу-притиру сообщают вращение вокруг своей оси и непрерывные вибрационные колебания в радиальном направлении по доводочному инструменту.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПРАВКИ ПРИТИРОВ НА ДВУХДИСКОВЫХ ДОВОДОЧНЫХ СТАНКАХ | 2001 |
|
RU2202462C2 |
| Станок для доводки плоских поверхностей деталей | 1976 |
|
SU648389A1 |
| Станок для доводки наружных цилиндрических поверхностей деталей | 1981 |
|
SU956253A1 |
| Станки для доводки наружных поверхностей вращения | 1988 |
|
SU1511089A1 |
| Станок для доводки плоских поверхностей деталей | 1980 |
|
SU891386A2 |
| Станок для доводки наружных цилиндрических поверхностей деталей | 1986 |
|
SU1364447A2 |
| УСТРОЙСТВО ДЛЯ ДОВОДКИ ПЛОСКОСТЕЙ | 1993 |
|
RU2042494C1 |
| Станок для доводки плоских поверхностейдЕТАлЕй | 1979 |
|
SU804402A1 |
| Способ доводки | 1986 |
|
SU1349976A1 |
| Устройство для правки и шаржирования доводочного дискового инструмента | 1977 |
|
SU738847A1 |