В известных конвейерах камер тепловой Ьбработки деталей асбестоцементной кровли, включающих цепной тяговый орган, несущий установленные под углом к нему обоймы для деталей, нижняя ветвь его тягового органа не может быть загружена деталями.
Описываемый конвейер имеет большую рабочую емкость.
Достигается это тем, что обоймы его оборудова«ы кассетами, имеющими на наружной поверхности выступы, последовательно входящие во взаимодействие с приводным вильчатым захватом, смонтированным перед тяговым органом конвейера.
При этом привод вильчатого захвата выполнен с гидроцилиндром, шток которого жестко скреплен с указанным захватом и имеет возможность поворота относительно своей оси при помощи подпружиненного шарнирно-рычажного механизма, приводимого в действие электромагнитом.
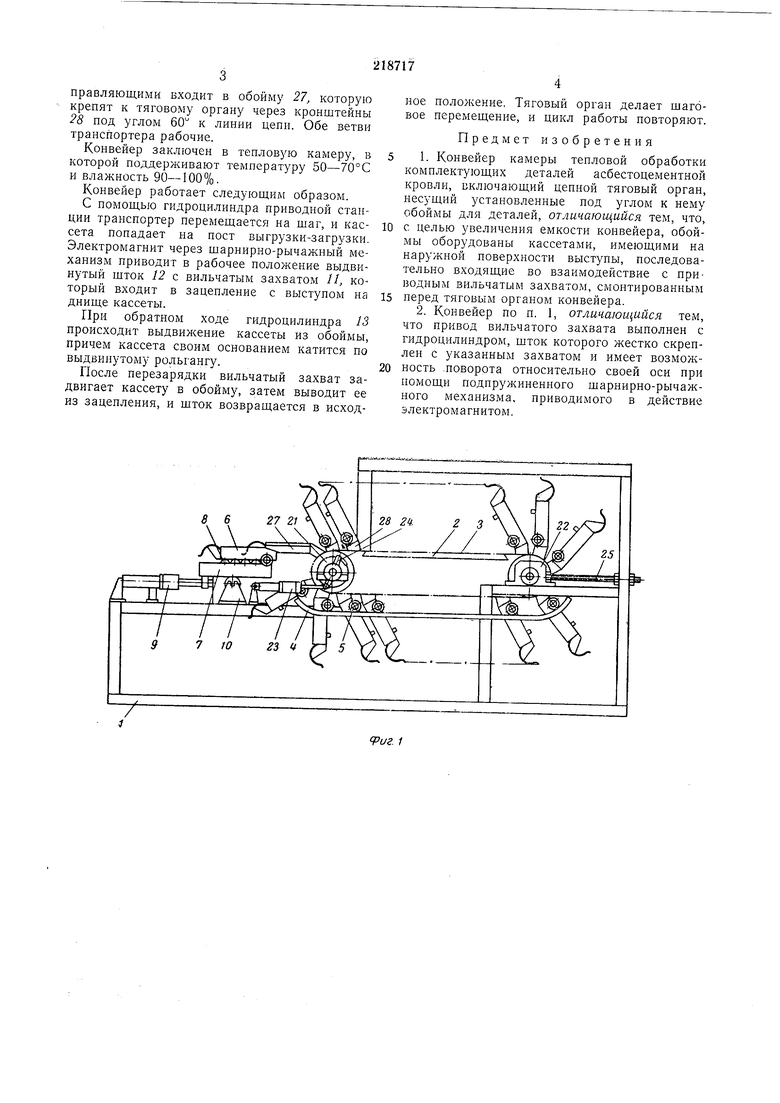
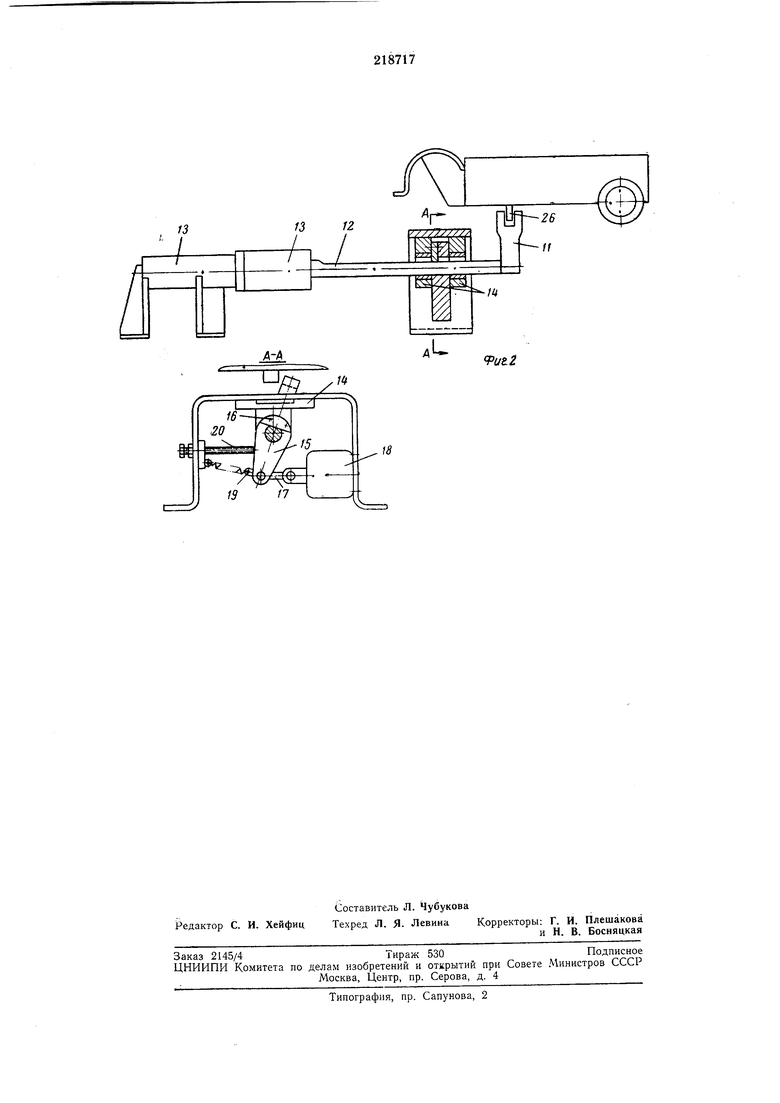
На фиг. 1 изображен описываемый конвейер, общий вид; на фиг. 2 - вильчатый захват с приводом и разрез по Л-А.
гана S, а щина 4 - для поддержки роликов 5 кассет 6.
Выдвижной рольганг служит опорой кассете при ее перезарядке и состоит из основания 7 с роликами 8, гидроцилиндра 9 и опорного ролика 10. Шток гидроцилиндра 9 жестко скреплен с основанием рольганга, которое перемещается по опорному ролику. Приводной вильчатый захват 11, цредназначенный для выдвигания и задвигания кассет при их перезарядке, жестко скреплен со щтоком 12 гидроцилиндра 13. Шток 12 с лыской опирается на подшипники 14 скольжения и входит в рычаг 15 с планкой 16. С помощью
серьги 17 рычаг соединен с якорем электромагнита 1/S для поворота штока 12 с захватом в рабочее положение.
Возврат щтока 12 в исходное положение производит пружина 19 до упора 20.
Тяговый орган состоит из двух цепей, огибающих приводную 21 и натяжную 22 станции. Движение тягового органа - шаговое и осуществляется гидроцилиндром 28 через храповый механизм 24. Натяжное устройство
25 - винтовое. Кассета 6 предназначена для укладки в нее, например, коньковых или профильных деталей и представляет собой сварной ящик специальной формы из листовой стали, на наружной поверхности днища котоправляющими входит в обойму 27, которую крепят к тяговому органу через кронштейны 28 под углом 60 к липии цепи. Обе ветви транспортера рабочие.
Конвейер заключен в тепловую камеру, в которой поддерЛСивают температуру 50-70°С и влажность 90-100%.
Конвейер работает следующим образом.
С помощью гидроцилиндра приводной станции транспортер перемещается на щаг, и кассета попадает па пост выгрузки-загрузки. Электромагнит через шарнирно-рычажпый мехапиз.м приводит в рабочее положение выдвинутый щток 12 с вильчатым захватом 11, который входит в зацепление с выступом на днище кассеты.
При обратном ходе гидроцилипдра 13 происходит выдвижение кассеты из обоймы, причем кассета своим основанием катится по выдвинутому рольгангу.
После перезарядки вильчатый захват задвигает кассету в обойму, затем выводит ее из зацепления, и шток возвращается в исходное положение. Тяговый орган делает шаговое перемещение, и цикл работы повторяют.
Предмет изобретения
1. Конвейер камеры тепловой обработки комплектующих деталей асбестоцементной кровли, включающий цепной тяговый орган, несущий установленные под углом к нему обоймы для деталей, отличающийся тем, что,
с целью увеличения емкости конвейера, обоймы оборудованы кассетами, имеющими на наружной поверхности выступы, последовательно входящие во взаимодействие с приводным вильчатым захватом, смонтированным
перед тяговым органом конвейера.
2. Конвейер по п. 1, отличающийся тем, что привод вильчатого захвата выполнен с гидроцилиндром, шток которого жестко скреплен с указанным захватом и имеет возможность .поворота относительно своей оси при помощи подпружиненного шарнирно-рычажного механизма, приводимого в действие электромагнитом.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТАНОВКА ДЛЯ ИЗГОТОВЛЕНИЯ АСБЕСТОЦЕМЕНТНЫХТРУБ | 1972 |
|
SU419398A1 |
| Автоматическая линия изготовления изогнутых изделий из прутков | 1982 |
|
SU1060271A1 |
| Устройство для возведения стоечной крепи в очистном забое | 1985 |
|
SU1312178A1 |
| Механизм подачи стопы асбестоцементных листов | 1976 |
|
SU589173A1 |
| УСТРОЙСТВО для очистки ДЕТАЛЕЙ | 1969 |
|
SU251386A1 |
| Конвейерная линия для сборки изделий | 1975 |
|
SU729113A1 |
| РАЗГРУЗОЧНО-ПЕРЕГРУЗОЧНЫЙ ПОСТ КОНВЕЙЕРНОЙ ЛИНИИ ПО ПРОИЗВОДСТВУ МНОГОСЛОЙНЫХ СТРОИТЕЛЬНЫХ БЛОКОВ С ДЕКОРАТИВНОЙ ЛИЦЕВОЙ ПОВЕРХНОСТЬЮ | 2004 |
|
RU2262437C1 |
| Тележечный конвейер | 1979 |
|
SU806557A1 |
| ФРОНТАЛЬНЫЙ ОЧИСТНОЙ АГРЕГАТ | 1970 |
|
SU277680A1 |
| Устройство для изготовления проволочных штырей и запрессовки их в изделие | 1988 |
|
SU1593879A2 |
ГЗ
13
А-А
LJ
т.
L
