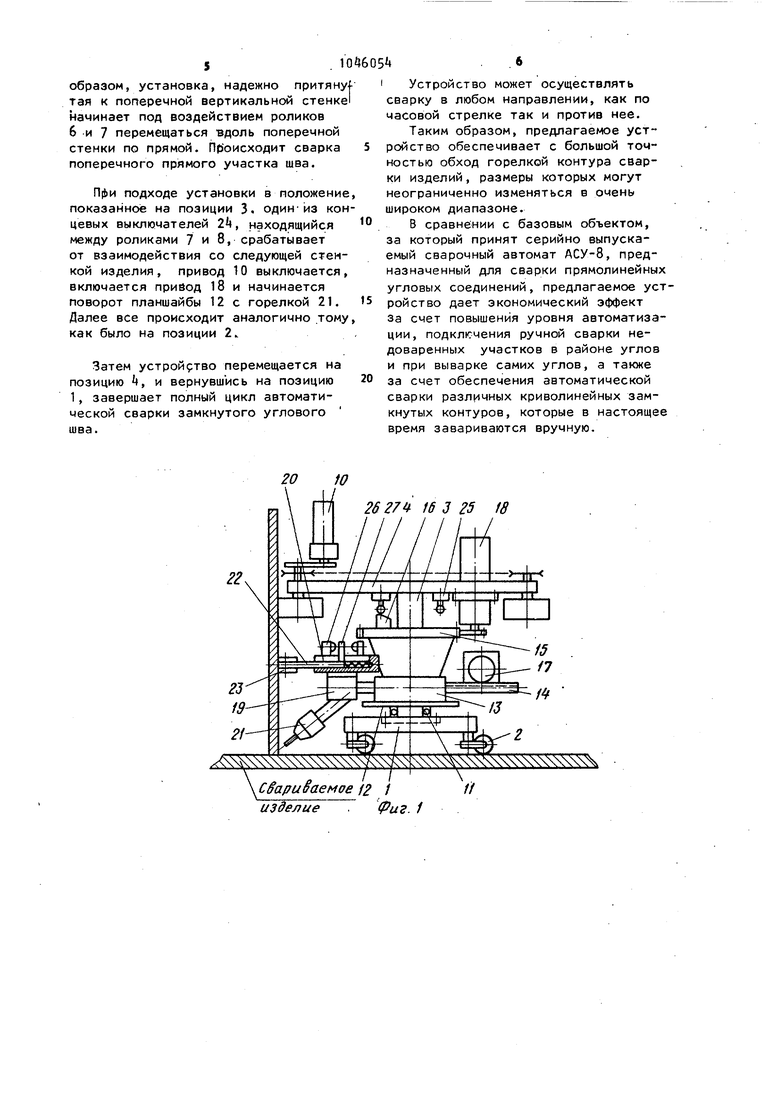
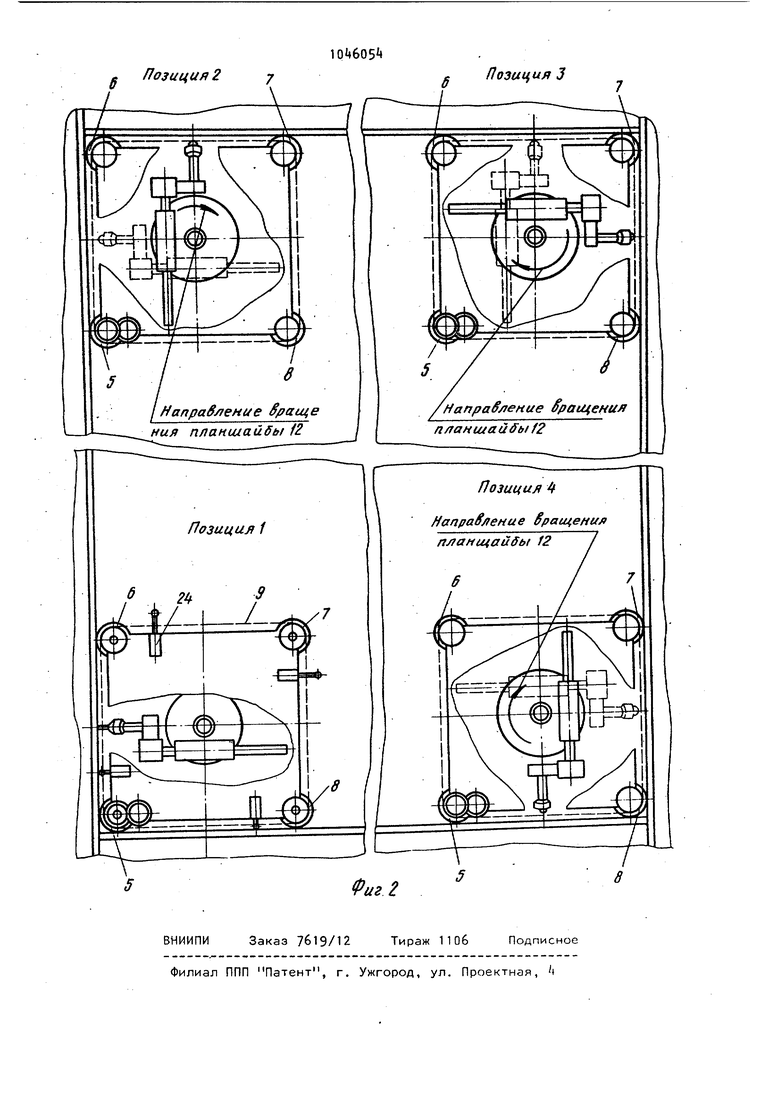
Изобретение относится к устройствам для сварки изделий, имеющих замкнутый криволинейный угловой шов, и может ёыть использовано при созда нии автоматов для приварки продольного и поперечного наборов к плоским полотнищам, книц, ребер жесткое ти и т.п. швов коробчатых изделий на судостроительных предприятиях, а также в машиностроении. Известно устройство для автоматической сварки замкнутых угловых швов содержащее ходовую тележку t управляемыми колесами и установленную на тележке горелку С1. . Недостатком этого устройства явля ется необходимость его использования для сварки замкнутых швов, расположенных под прямым углом друг к Другу. Известно также устройство для автоматической сварки угловых замкнутых швов, содержащее ходовую jележку с опорными самоориентирующимися колесами и копирными приводными роли ками, платформу, установленную на те лежке, и стойку со сварочной горелкой, смонтированные на платформеС2. Недостатком этого устройства является невозможность его использования при сварке швов крупногабаритных коробчатых прямоугольных изделий. Целью изобретения является обеспе чение сварки швов крупногабаритных коробчатых прямоугольных изделий. Поставленная цель достигается тем что устройство для автоматической сварки угловых замкнутых швов, содер жащее ходовую тележку с опорными самоориентирующимися колесами и копирными приводными роликами, платформу, установленную на тележке, и стойку со сварочной горелкой, смонтированну на платформе, снабжено поворотной планшайбой, смонтированной на стойке концентрично ее оси, кулачком, уста.-новленным на планшайбе, плитой,установленной на свободном торце стойки параллельно платформе,приводом вращения планшайбы, установленным на плите, механизмом радиального перемещения горелки, смонтированными на планшайбе и выполненным в виде направляющей и смонтированных в ней подвижной рейки, закрепленного на одном ее конце кронштейна и привода рейки, следящим механизмом,выполненным в виде втулки, установпеинои на кронштейне, подпружиненного штока со следящим роликом на конце, установленного во втулке, и упора, закрепленного на штоке, а также системой управления, включающей четыре концевых выключателя, расположенных на плите пв одному на каждой из ее сторон, четыре концевых выключателя , расположенных на плите равномерно по окружности вокруг оси стойки с возможностью взаимодействия с кулачком планшайбы, два микровыключателя, закрепленные на втулке с возможностью регулировочной установки и взаимодействия с упором, при этом копирные ролики выполнены электромагнитными, их обмотки включены в систему управления через концевые выключатели, установленные на соответствующих сторонах плиты, а сварочная горелка закреплена на кронштейне. На фиг.1 схематически изображено предлагаемое устройство, рабочее положение; на фиг.2 - вид устройства в плане и схема его движения при сварке замкнутого контура. Устройство для сварки углевых швов коробчатых изделий содержит платформу 1, установленную на неприводные самоориентирующиеся по направлению движения колеса 2. На платформе 1 жестко закрепляется стойка 3, к верхнему торцу которой также жестко крепится прямоугольная плита . В углах плиты на осях закреплены четыре приводных копирных ролика 5-8, выступающих за габариты пЛиты и представляющих собой электромагниты, заключенные в цилиндрический корпус. Ролики 5.-8. связаны между собой цепной передачей 9 а ролик 5 получает вращение от привода 10, вследствие чего все четыре ролика являются ведущими. На стойке 3 в подшипниках 11 установлена поворотная планшайба 12, на которой жестко закреплены направляющая 13 с подвижной рейкой l, шестерня 15 с кулачком 16 и привод 17 перемещения рейки 14. Вращение планшайбы производится от привода 18, выходная шестерня которого установлена с возможностью взаимодействия с шестерней 15. На конце рейки k жестко закреплен кронштейн 19, на котором установлены втулка 20 и сварочная горелка 21.Во втулке лП установлен подпружиненный шток 22, на конце которого укреплен ролик 23. Для автоматического управления приводом 10 на плите перпендикулярно каждой из ее четырех сторон закреплено по одному концевому выкл .чателю 2 „Они закреплены таким образом чтобы ролик штока выключателя высту пал за плоскость, прилегающую к обр ;3у1ацим двух смежных колес 5 и 6, 6и7 7иЗи8и5на величину рабочего хода штока выключателя. Для автоматического управления приводом поворота 18 планшайбы 12 на плите закреплены вокруг оси стойки четыре концевых выключателя 25, расположенные равномерно по окр ности, которые срабатывают при вращении планшайбы от взаимодействия с кулачком 1б. Для автоматического управления приводом 17 перемещения рейки. 14 на втулке 20 закреплены два микровыключателя 26, установленные с возможностью взаимодействия с упором 27, закрепленным на штоке 22 следящего ролика 23. . Кассета с электродной проволокой и механизм подачи проволоки на фиг, и 2 условно не показаны. Автоматическая сварка изделия в виде замкнутого контура может осуществляться с любого места этого контура. Устройство устанавливается например, так, Как показано на пози ции 1 (.фиг.2). Рейка со сварочной горелкой при этом расположена перпен дикулярно привариваемой стенке, которой касаются копирные ролики 5 и Перед началом сварки включаются катушки питания электромагнитных ко пирных роликов 5 и 6, устройство пр тягивается к вертикальной стенке, после чего включается привод перемещения 10 тележки, зажигается сварочная дуга и под действием привод ных роликов 5 и 6, плотно прижатых листу, происходит перемещение устро ства по прямому участку замкнутого углового шва и его сварка. При подходе устройства, в положение, показанное на позиции 2 концев выключатель 2, взаимодействуя с ве тикальной стенкой свариваемого изде лия ,расположенной перпендикулярно только что приваренной стенке, сра батывает и выключает питание привода 10, в результате чего перемещение тележки вдоль шва прекращается.Одновременно с этим включается привод 18 и происходит поворот планшайбы 12 с горелкой 21, обеспечивающий перемещение горелки с необходимой для сварки углового соединения скоростью. В процессе поворота планшайбы 12, для обеспечения изменения вылета сварочной горелки 21 (сначала он должен увеличиваться, а после прохождения угла уменьшаться) , подпружиненный шток 22 со следящим роликом 23 начинает выдвигаться и упор 27 включает микровыключатель 26, который,, в, свою очередь, включает привод 17, и рейка 14 начинает перемещаться, удерл живая горелку на шве. Микровыключатель 26 отходит от упора 27 и выключается, привод 17 также выключается и рейка 14 останавливается. Однако вращение планшайбы 12 продолжается, подпружиненный шток 22 с роликом 23 ещё больше выдвигается в упор 27, вновь замыкает микровыключатель 26, включается привод 17 и рейка 14 вновь начинает движение. Таким образом, попеременное включение и отключение привода 17 обеспечивает наведение горелки 21 строго -на свариваемый стык при повороте планшайбы 12. После прохождения горелкой угла необходимо уменьшить вылет горелки 21 и весь цикл повторяется в такой же последовательности, только привод 17 в этом случае перемещает рейку 14 в обратную сторону, а сигнал на его работу подает второй микровыключатель 26 находящийся справа упора 27 на фиг.1). Когда горелка 21 займет положение, перпендикулярное вертикальной стенке, которой касаются ролики 6 и 7, сварка угла позиции 2 заканчивается и один из концевых выключателей 25, сработав от взаимодействия с кулачком 16, выключает привод поворота планшайбы 12. Одновременно с этим электромагниты роликов 5 и 6 отключаются и включаются электромагниты 6 и 7 и-привод 10, причем электромагнит ролика 6 включается с запаздыванием на доли секунды,обеспечивая отрыв установки от приваренной продольной стенки при включении привода 10, Таким образом, установка, надежно притяну тая к поперечной вертикальной стенке начинает под воздействием роликов 6 и 7 перемещаться вдоль поперечной стенки по прямой. Происходит сварка поперечного пря1мого участка шва. Пфи подходе установки в положение показанное на позиции 3. один-из кон цевых выключателей 2, находящийся между роликами 7 и 8, срабатывает от взаимодействия со следующей стемкой изделия, привод 10 выключается включается привод 18 и начинается поворот планшайбы 12 с горелкой 21. Далее все происходит аналогично тому как было на позиции 2. Затем устройство перемещается на позицию , и вернувшись на позицию 1, завершает полный цикл автоматической сварки замкнутого углового шва. Устройство может осуществлять сварку в любом направлении, как по часовой стрелке так и против нее. Таким образом, предлагаемое устройство обеспечивает с большой точностью обход горелкой контура сварки изделий, размеры которых могут неограниченно изменяться в очень широком диапазоне. В сравнении с базовым объектом, за который принят серийно выпускаемый сварочный автомат АСУ-8, предназначенный для сварки прямолинейных угловых соединений, предлагаемое устройство дает экономический эффект За счет повышения уровня автоматизации, подключения ручной сварки недоваренных участков в районе углов и при выварке самих углов, а также за счет обеспечения автоматической сварки различных криволинейных замкнутых контуров, которые в настоящее время завариваются вручную.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для автоматической сварки угловых замкнутых швов | 1983 |
|
SU1139600A1 |
| Устройство для автоматической сварки угловых соединений | 1990 |
|
SU1764915A1 |
| Установка для автоматической сварки замкнутых швов с радиусными скруглениями | 1982 |
|
SU1038161A1 |
| Устройство для автоматической сварки угловых замкнутых швов | 1987 |
|
SU1488170A1 |
| Установка для многодуговой автоматической сварки | 1988 |
|
SU1722757A1 |
| Установка для автоматической сварки изделий с криволинейным контуром | 1978 |
|
SU778976A1 |
| СТЕНД ДЛЯ АВТОМАТИЧЕСКОЙ СВАРКИ В СРЕДЕ ЗАЩИТНЫХ ГАЗОВ | 2008 |
|
RU2392101C2 |
| Устройство для сварки плоских криволинейных швов | 1987 |
|
SU1481015A1 |
| Сборочно-сварочная установка | 1991 |
|
SU1816620A1 |
| Устройство для одновременной сварки двух угловых или нахлесточных швов | 1974 |
|
SU647088A1 |
УСТРОЙСТВО ДЛЯ АВТОМАТИЧЕСКОЙ СВАРКИ УГЛОВЫХ ЗАМКНУТЫХ ШВОВ, содержащее ходовую тележку с опорными самоориентирующимися колесами и копирными приводными роликами, платформу, установленную на тележке, и стойку со сварочной горелкой, смонтированную на платформе, отличающееся тем, что, с целью обеспечения сварки швов крупногабаритных коробчатых прямоугольных изделий, оно снабжено поворотной планшайбой, смон.тированиой на стойке концентрично ее оси, кулачком, установленным на планшайбе, плитой, установленной на свободном торце стойки параллельно платформе, приводом вращения план-, шайбы, установленным на плиte, меха-ч низмом радиального перемещения горелки, смонтированным на планшайбе и выполненным в виде направляющей и смонтированных в ней подвижной рейки, закрепленного на одном ее конце кронштейна и привода рейки, следяЧцим механизмом,, выполненным в виде втулки, установленной на кронштейне, подпружиненного штока со следящим роликом на конце, установленного во втулке, и упора, закрепленного на штоке, а также системой управления, включающей четыре концевых выключателя , расположенных на плите по одному на каждой из ее сторон,четыре концевых выключателя, расположенных на плите равномерно по окружности (Л цокруг оси стойки с возможностью взаимодействия с кулачком планшайбы, два микровыключатёля, закрепленные на втулке с возможностью регулировочной установки и взаимо)чействия с упором, при этом кбпирйые ролики выполнены электромагнитными, их обмотки включены в систему управления { X о ел через концевые выключатели, установ,ленные на соответствующих сторонах плиты, а сварочная горелка закреплена на кронштейне.
ариёаемое (2 / изделие . (ри. 1
16 3 г5 18
и
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Способ модулирования для радиотелефона | 1921 |
|
SU251A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Устройство для автоматической сварки угловых замкнутых швов | 1976 |
|
SU597537A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| ( | |||
