Известно, что включение ножниц при аварийной задержке или обрыве проволоки между клетями на станах горячей прокатки осуществляется оператором, визуально определяющим аварийную ситуацию.
Предлагаемое устройство позволяет автоматизировать определение аварийной ситуации и включение ножниц.
Достигается это тем, что оно содержит путевые датчики наличия проката между клетями, расположенные последовательно в направлении движения проката, генератор импульсов образцовой частоты, счетчик Импульсов с входным клапаном, управляемым первым и последним датчиками, установлеиные на выходе счетчика дешифраторы величин, каждая из которых превышает длительность прохождения прокатом одного соответствующего каждому дешифратору участка между двумя соседними датчиками, выходные клапаны указаниых дешифраторов, в каждом из которых вход включения соединен с шиной сигнала включения одного датчика, а вход выключения - с шиной сигнала включения последующего датчика, узел задержки сигнала включения первого датчика на время прохождения п.: реднего конца проката до момента включения последнего датчика, клапан, закрываемый сигналом включения первого датчика и открываемый сигналом узла задержки
для пропуска на свой выход посредством ячейки «ИЯИ сигналов выключения любого из датчиков, кроме первого, узел формирования сигнала включения ножниц по сигналу
любого из выходных клапанов дешифраторов или по сигналу клапана, управляемого узлом задержки, и узел сброса счетчика на нуль при включении любого из датчиков, кроме первого, или при подаче сигнала включения ножниц.
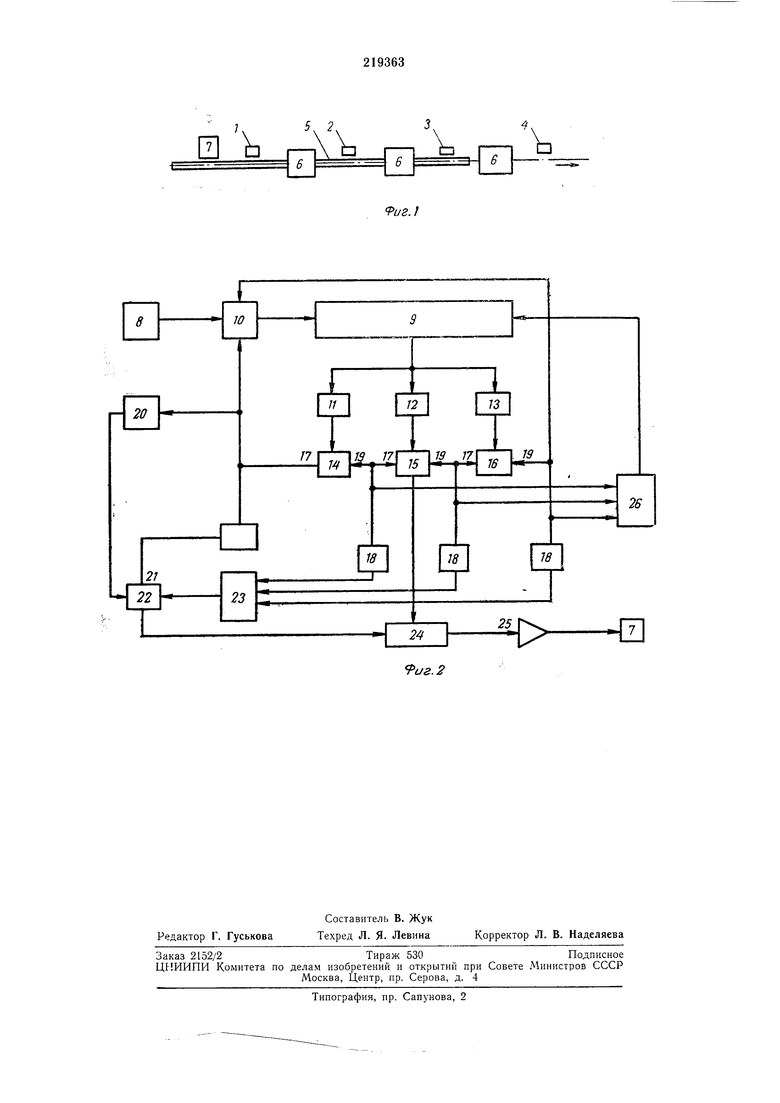
Па фиг. 1 показано расположение датчиков
описываемого устройства на линии движения
проката; на фиг. 2 - блок-схема устройства.
Устройство содержит управляющий блок и
путевые датчики /-4 наличия проката 5 между клетями 6, расположенные последовательно в направлении движения проката. Перед датчиком 1 расположены 7.
Управляющий блок состоит из генератора 5
импульсов образцовой частоты, счетчика 9 импульсов с входным клапаном W, управляемым первым и последним датчиком 4, дешифраторов 11, 12 и 13 величин, каждая из которых превышает длительность прохождения
прокатом 5 одного соответствующего каждому дешифратору участка между двумя соседними датчиками, причем дешифратору 11 соответствует участок между датчиками / и 2, дешифратору 12 - участок между датчиками
чиками 3 и 4, выходных клапанов 14, 15 и 16 этих дешифраторов, в каждом из которых вход 17 включения соединен с шиной 18 сигнала включения одного датчика, а -вход 19 выключения - с шиной 18 сигнала включения последуюш;ега датчика, узла 20 задержки сигнала включения иервого датчика на время прохождения переднего конца проката 5 до момента включения последнего датчика., клапана 21, закрываемого сигналом включения первого датчика и открываемого сигналом узла 20 задержки для пропуска на свой выход 22 посредством ячейки «ИЛИ 23 сигналов выключения любого из датчиков 2, 3 л 4, кроме первого датчика 1, узла 24 формирования сигнала 25 включения ножниц по сигналу любого из выходных клапанов 14, 15 и 16 дешифраторов или по сигналу клапана 21, управляемого узлом 20 задержки, узла 26 сброса счетчика 9 на нуль при включении любого из датчиков 2, 3 vi 4 или при подаче сигнала 25 включения ножниц.
Устройство работает следующим образом.
При прохождении переднего конца проката 5 мимо датчика / последний включается и открывает клапаны 10 п 14 и закрывает клапан 21. Счетчик 9 измеряет время прохождения прокатом 5 участка между датчиками / и 2 путем отсчета импульсов, поступаюш,их от генератора 8 через клаиан 10.
Затем при прохождении проката 5 мимо датчика 2 последний включается, закрывает клапан 14 -тл открывает клапан 15. Узел 26 сбрасывает счетчик 9 на нуль. Если на участке между датчиками 1 и 2 произойдет аварийная задержка проката 5, то время прохождения прокатом этого участка превысит максимально допустимую величину и дешифратор и выдаст сигнал «а клапан 14 до момента его закрывания датчиком 2. Этот сигнал пройдет через клапан 14 в узел 24, который формирует сигнал 25 включения ножниц 7. Сигнал 25 подается также в узел 26, который сбрасывает счетчик 9 на нуль.
Аналогично осуществляется формирование сигнала 25 включения ножниц 7, если аварийная задержка произойдет на участке между датчиками 2 тл 3 или на участке между дагЧиками 3 и 4.
Когда при движении проката произойдет его аварийный обрыв, например, на участке
между датчиками 1 и 2, после того как передний конец проката пройдет мимо последнего датчика 4, то датчик 2 выключится и подаст сигнал своего выключения через ячейку
«ИЛИ на клапан 21, который к этому моменту бздет открыт сигналом узла 20 задержки. Вследствие этого, сигнал выключения датчика 2 через ячейку 23 и выход 22 включит узел 24, который сформирует сигнал 25 включения
ножниц 7 и узел 26 установит счетчик 9 на нуль.
Иредмет изобретения
Устройство для включения ножниц при аварийной задержке или обрыве проката между клетями на станах горячей прокатки проволоки, отличающееся тем, что, с целью автоматизации определения аварийной ситуации и
включения ножниц, оно содержит путевые датчики наличия проката между клетями, расположенные последовательно в направлении движения проката, генератор импульсов образцовой частоты, счетчик импульсов с
входным клапаном, управляемым первым и последним датчиками, установленные на выходе счетчика дешифраторы величин, каждая из которых превышает длительность прохождения прокатом одного соответствующего
каждому дешифратору участка между двумя соседними датчиками, выходные клапаны указанных дешифраторов, в каждом из которых вход включения соединен с шиной сигнала включения одного датчика, а вход выключения - с шиной сигнала включения последующего датчика, узел задержки сигнала включения первого датчика на время прохождения переднего конца проката до момента включения последнего датчика, клапан, закрываемый сигналом включения иервого датчика и открываемый сигналом узла задержки для пропуска на свой выход посредством ячейки «ИЛИ сигналов выключения любого из датчиков, кроме первого, узел формирования сигнала включения ножниц по сигналу любого из выходных клапанов дешифраторов или по сигналу клапана, управляемого узлом задержки, и узел сброса счетчика на нуль при включении любого из датчиков, кроме первого, или при подаче сигнала включения ножниц.
5. 2.J.4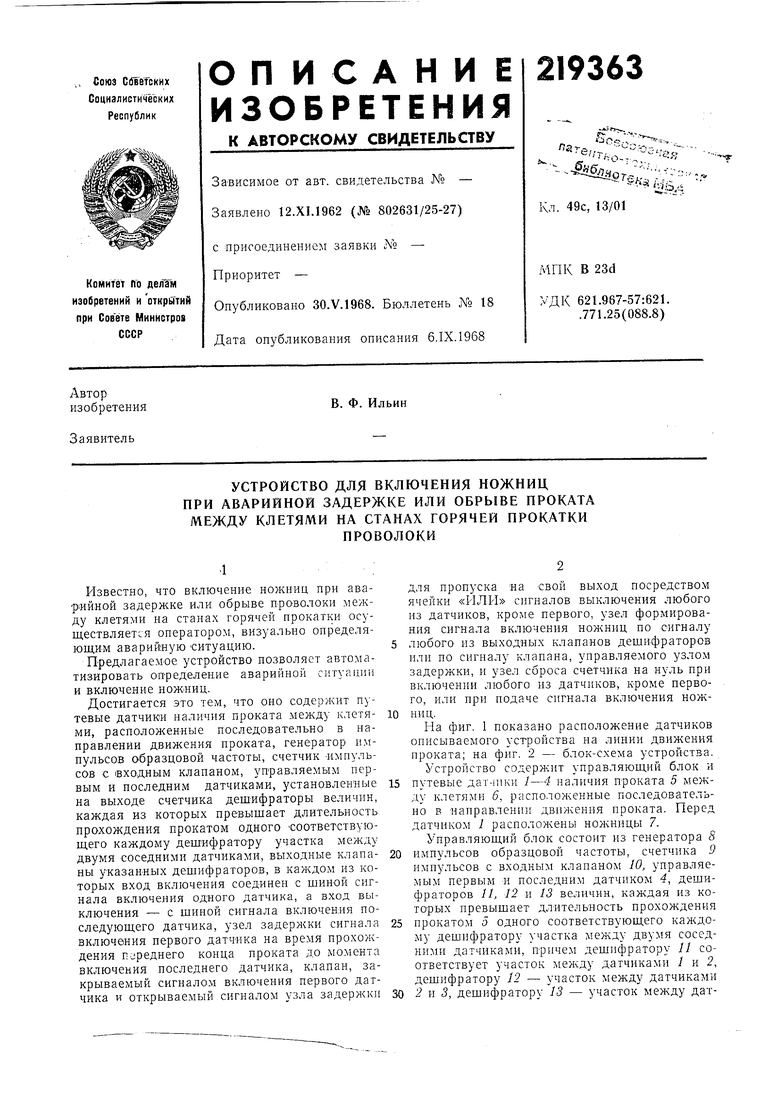
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для безотходного раскроя проката | 1987 |
|
SU1493397A1 |
| Устройство управления летучими ножницами | 1983 |
|
SU1159733A1 |
| Устройство для автоматического контроля "забоя" проката в профилегибочном стане | 1982 |
|
SU1015947A1 |
| Устройство для автоматического управления ускоренным охлаждением проката на выходной стороне сортового стана | 1988 |
|
SU1507484A2 |
| Устройство для регулирования температуры полосы на выходном рольганге непрерывного стана горячей прокатки | 1977 |
|
SU753512A1 |
| Устройство для адресования грузов установок непрерывного транспорта | 1978 |
|
SU716934A1 |
| Устройство для раскроя проката на заданное число полос | 1986 |
|
SU1357099A1 |
| УСТРОЙСТВО УПРАВЛЕНИЯ ПРИВОДОМ ЛЕТУЧИХ НОЖНИЦ ДЛЯ РЕЗКИ ПРОКАТА | 1971 |
|
SU295625A1 |
| Способ повышения скорости прокатки на мелкосортном прокатном стане и устройство для его осуществления | 1978 |
|
SU910248A1 |
| Система управления прокатным станом с порезкой проката на ходу | 1981 |
|
SU1026867A1 |