Известны устройства для контактной точечкой сварки, содержащие несколько пар наружных и соответствующих им внутренних раздвижных электродов, жестко связанных с плунжерами гидроцилиндров, обеспечивающих раздвижение внутренних электродов.
Предложенное устройство, преимущественно для сварки пространственных каркасов прямоугольного сечения, отличается тем, что в корпусе каждого гидроцилиндра выполнена полость для размещения дополнительных плунжеров, обеспечивающих сближение внутренних электродов при нагнетании масла во внеплунжерное пространство и связанных при помощи рычагов с электрододержателями указанных электродов. Корпуса гидроцилиндров закреплены на плите, смонтированной на консоли, устанавливаемой в пространстве между элементами продольной арматуры каркаса и первыми приваренными поперечными стержнями.
Кроме того, внутренние электроды соединены попарно гибкими токопроводящими шинами и изолированы от плунжеров и корпусов гидроцилиндров, выполненных из диамагнитного материала.
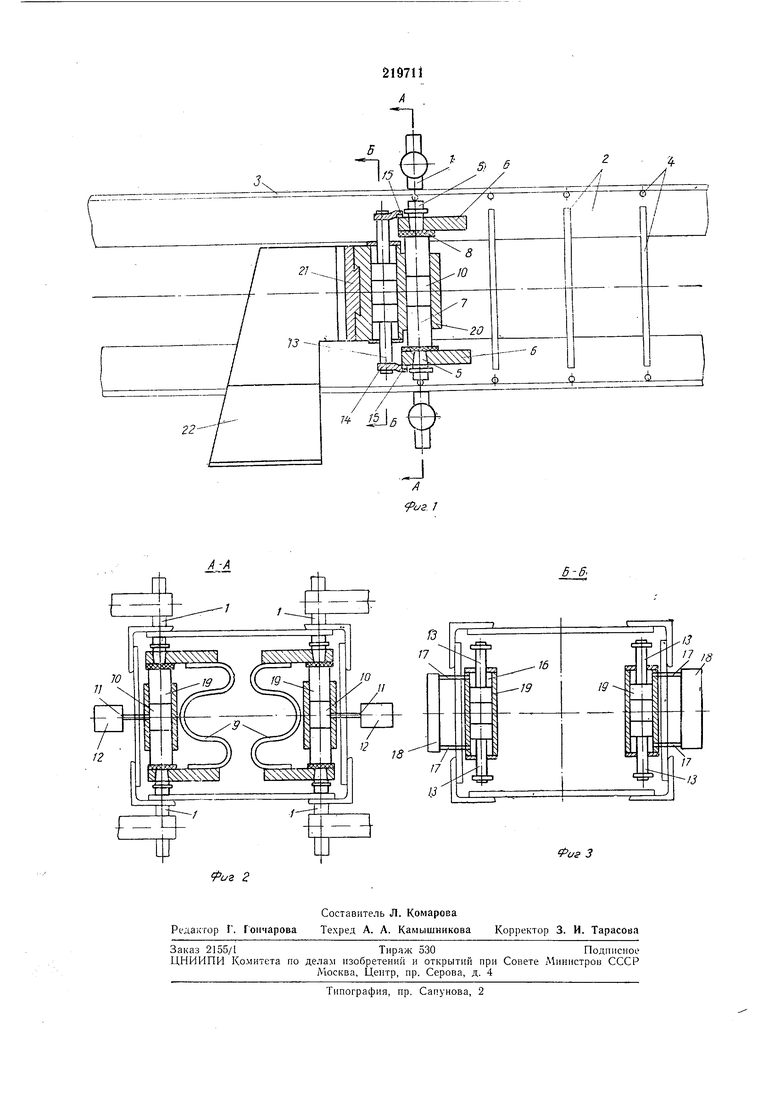
фиг. 2 - разрез по А-А на фиг. 1; на фиг. 3 - разрез по Б-Б на фиг. 1.
Две пары наружных электродов / расположены с внещней стороны свариваемого каркаса 2, состоящего из продольной уголковой арматуры 3 и поперечных стержней 4.
Внутренние электроды 5 укреплены в электрододержателях 6, которые в свою очередь жестко связаны с плунжерами 7 через изолирующие прокладки 5 и соединены попарно гибкими медными щинами 9. Межплунжерные полости 10 плунжеров 7 соединены магистралью // нагнетания-слива с гидросистемой 12, а вторая пара плунжеров 13 связана рычагом 14 с электрододержателями 6 через изолирующие прокладки /5. Внеплунжерные полости 16 плунжеров 13 соединены магисгралью 17 нагнетания-слива с гидросистемой 18.
Плунжеры 7 и /5 разлгещены в полостях 19, выполненных в корпусах 20 гидроцилиндров. Корпуса 20 закреплены на общей плите 21, которая смонтирована на консоли 22, установленной в пространстве между элементами iipoдольной арматуры 5 каркаса и первыми приваренными поперечными стержнями 4. Устройство работает следующим образом. Два нлоских решетчатых элемента каркаса, сваренных известным приемом либо при повертикально. В случае сварки плоских элементов при помощи этого же устройства четыре продольных элемента арматуры устанавливаются аналогичным образом.
Поперечные стержни 4 подводятся к электродам 5. Наружные электроды 1 подаются к каркасу 2 до контакта. После чего плунжеры 7 при нагнетании масла в полость 10 раздвигают электрододержатели 6 с установленными в них электродами 5, растягивая гибкую медную шину 9, и прижимают поперечные стержни 4 к продольным элементам арматуры 3. При включении сварочного тока производится сварка. При нагнетании масла во внеплунжерную полость 16 электроды 5 сдвигаются, сжимая гибкую медную шину 9. Каркас 2 передвигается на один шаг относительно сварочных машин, и цикл повторяется до полного изготовления каркаса. Предмет изобретения
1. Устройство для контактной точечной , сварки, преимущественно пространственных каркасов прямоугольного сечения, содержащее несколько пар наружных электродов и соответствующих им внутренних раздвижных электродов, жестко связанных с плунжерами гидроцилиндров, обеспечивающих раздвижение внутренних электродов, отличающееся тем, что, с целью повышения качества за счет равномерного распределения давления, в корпусе каждого гидроцилиндра выполнена полость для размещения дополнительных плунжеров, обеспечивающих сближение внутренних электродов при нагнетании масла во внеплунжерное пространство и связанных при помощи рычагов с электрододержателями указанных электродов, при этом корпуса гидроцилиндров закреплены на плите, смонтированной на консоли, устанавливаемой в пространстве между элементами продольной арматуры каркаса и первыми приваренными поперечными стержнями.
2. Устройство по п. 1, отличающееся тем, что внутренние электроды соединены попарно гибкими токопроводящими шинами и изолированы от плунжеров и корпусов гидроцилиндров, выполненных из диамагнитного материала.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТАНОВКА ДЛЯ ИЗГОТОВЛЕНИЯ АРМАТУРНЫХ КАРКАСОВ | 1970 |
|
SU275268A1 |
| УСТРОЙСТВО для СВАРКИ ОБЪЕМНЫХ АРМАТУРНЫХКАРКАСОВ | 1971 |
|
SU319426A1 |
| Машина для сварки плоских сеток | 1980 |
|
SU872119A1 |
| Устройство для сварки арматурных каркасов | 1978 |
|
SU685398A1 |
| Устройство для сварки арматурных каркасов | 1988 |
|
SU1602647A1 |
| МАШИНА ДЛЯ МНОГОЭЛЕКТРОДНОЙ ТОЧЕЧНОЙ СВАРКИ КОРОБЧАТЫХ КОНСТРУКЦИЙ В ТРУДНОДОСТУПНЫХ МЕСТАХ | 1969 |
|
SU251111A1 |
| Устройство для контактной точечной сварки | 1987 |
|
SU1426726A1 |
| Способ изготовления двухслойных, изогнутых в форме дуги сварных решетчатых каркасов и установка для его осуществления | 1990 |
|
SU1804363A3 |
| УСТАНОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ПРОСТРАНСТВЕННЫХ АРМАТУРНЫХ КАРКАСОВ | 1971 |
|
SU321330A1 |
| КЛЕЩИ ДЛЯ КОНТАКТНОЙ ТОЧЕЧНОЙ СВАРКИЕр, р,-ч f^,,.-, .^ ,f*^i—4-*4».''i\,,-OJ-i ,-л '••; ;1А1ЕНТНО^ГЕА;{::г:П"Л-^: | 1971 |
|
SU307868A1 |