Известны штампы для гибки йрутковых и tpydHbix заготовок, содержащие роликовые полуматрицы, установленные на нижней плите, и пуансоны, связанные с верхней плитой.
1Предлагаемый штамп отличается тем, что он снабжен узлом гибки заготовок в горизонтальной плоскости, а роликовые полуматрицы могут поворачиваться в этой же плоскости.
Узел гибки заготовок в горизонтальной плоскости представляет собой закрепленный на нижней плите упор, с которым взаимодействует пуансон. Последний установлен на перемещаемой в направлении гибки каретке, связанной с роликами, которые контактируют с направляющими, смонтированными на нижней плите.
Штамп позволяет изготовлять детали, имеющие пространственный контур.
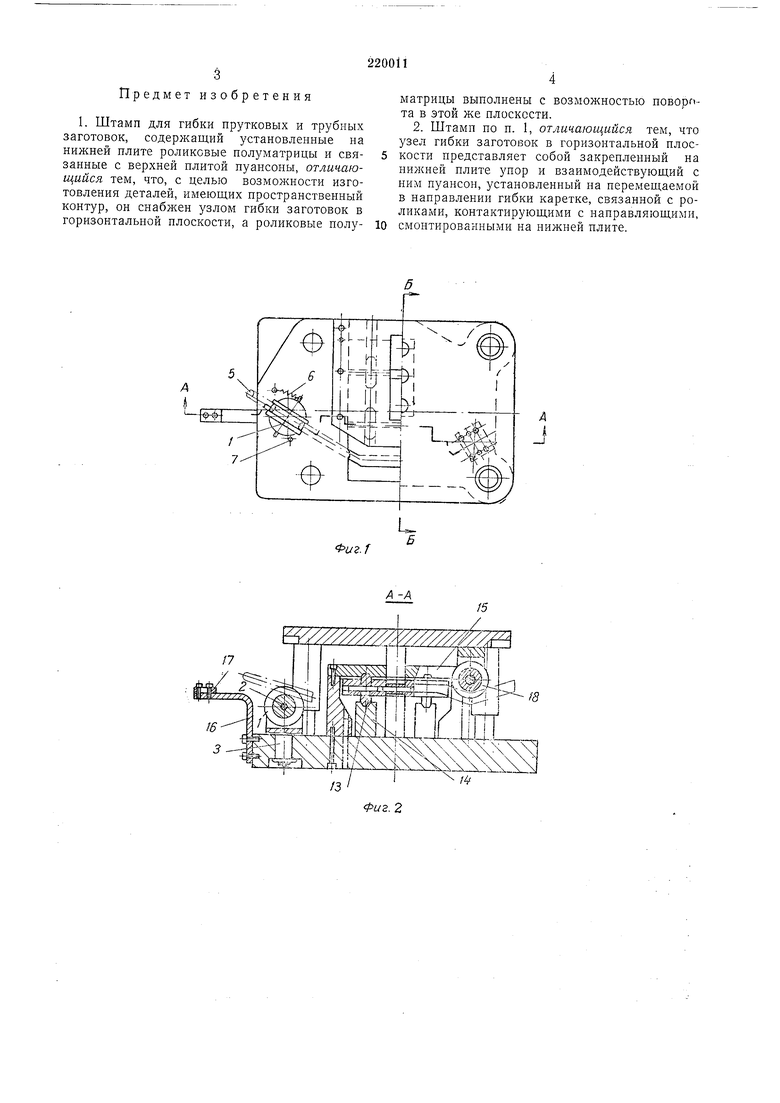
На фиг. 1 показан описываемый штамп, вид сверху; на фиг. 2-то же, разрез по Л-А фиг. 1; на фиг. 3-то же, разрез по Б-Б фиг. 1.
Штамп содержит роликовые полуматрицы /, свободно сидящие на осях 2, которые закреплены в цапфах 3, установленных в нижней плите 4. Цапфы 3 могут поворачиваться в гнездах плиты 4 на угол, определяемый углом гибки заготовки 5. Для возврата цапфы в с полуматрицей / в исходное положение
служит пружина 6, которая поворачивает цапфу до упора в ограничительный штифт 7.
Узел гибки заготовок в горизонтальной плоскости состоит из упора 8, закрепленного
на нижней плите 4, и пуансона 9, установленного на каретке 10. Каретка перемещается в направлении упора 8 клином 11, закрепленным на верхней плите 12. Каретка связана с роликами 13, которые перекатываются при работе штампа по нинсним 14 и верхним 15 направляющим, смонтированным на нижней плите 4, на которой расположены также стойка 16 и фиксатор 17. В штампе имеются гибочные пуансоны 18 в
виде роликов, связанные с верхней плитой 12.
Работает штамп следующим образом. Заготовку 5 устанавливают па полуматрицах / так, чтобы она упиралась в фиксатор 17.
При перемещении верхней плиты 12 вниз клин 11 передвигает каретку 10. При этом пуансон 9 изгибает заготовку 5 в горизонтальной плоскости, прижимая ее к упору 8. Одновременно под действием усилия гибки полуматрицы 1 поворачиваются на цапфах 5. При дальпейшем опускании верхней плиты 12 клин // фиксирует каретку 10 в конечном положении, пуансон 9 прижимает заготовку 5 в средней ее части к упору 8, а пуансоны 18 окопчательПредмет изобретения
1. Штамп для гибки ирутковых и трубных заготовок, содержащий устаиовленные на нилшей плите роликовые иолуматрицы и связанные с верхней плитой пуапсоны, отличающийся тем, что, с целью возмол ности изготовления деталей, имеющих пространственный контур, он снабжен узлом гибки заготовок в горизонтальной плоскости, а роликовые полуматрицы выполнены с возможностью поворота в этой же плоскости.
2. Штамп по п. 1, отличающийся тем, что узел гибки заготовок в горизонтальной плоскости представляет собой закрепленный на нижней плите упор и взаимодействующий с ним пуансон, установленный на перемещаемой в направлении гибки каретке, связанной с роликами, контактирующими с направляющими, смонтированными на нижней плите.
| название | год | авторы | номер документа |
|---|---|---|---|
| Штамп для штамповки деталей | 1983 |
|
SU1123787A2 |
| Штамп-автомат | 1985 |
|
SU1296266A1 |
| Устройство для обработки штучных заготовок | 1988 |
|
SU1538964A1 |
| ШТАМП ДЛЯ ГИБКИ ТРУБ | 1995 |
|
RU2085317C1 |
| Гибочный штамп | 1979 |
|
SU837480A1 |
| Штамп для изготовления деталей типа втулок из листового материала | 1986 |
|
SU1433602A1 |
| Штамп для гибки скоб из штучных заготовок | 1990 |
|
SU1807904A3 |
| Гибочный штамп | 1977 |
|
SU721172A1 |
| Комбинированный штамп последовательного действия для изготовления полых тонкостенных заклепок | 1987 |
|
SU1489897A1 |
| ШТАМП И СПОСОБ ИЗГОТОВЛЕНИЯ КОРПУСА БУКСЫ ИЗ ЦИЛИНДРИЧЕСКОЙ ЗАГОТОВКИ С ГЛОБУЛЯРНОЙ СТРУКТУРОЙ | 2010 |
|
RU2443494C1 |

Фuz.f
/7
//
иг.З
